Almost everyone involved in machinery installation knows about the Bolt Bound condition. Simply stated, a bolt bound condition occurs when the moveable machine needs to be moved horizontally, but can move no further, because the hold-down bolt hits the foot inside of the bolt hole.
We have published many blog posts about how this happens, and how to correct it. But here’s a phenomenon that sneaks up from time to time, and can really cause frustration – the elusive “leaning” bolt.
You may have a great horizontal alignment value, but as you start to tighten down feet, one foot may throw your alignment values out of tolerance.
You loosen everything up, and reposition the moveable machine, only to find the same problem happening again.
Why?
Mating threads have clearances. Typically, holes are drilled to allow 75% or so of thread contact. As an example:
- A ¾-10 bolt has a major diameter of 0.750”, but could be as small as 0.740”.Mating threads have clearances. Typically, holes are drilled to allow 75% or so of thread contact. As an example:
- The root diameter (bottom of the bolt threads) is 0.627”, if the die is sharp.
- The recommended drill size for tapping a ¾-10 thread is 21/32” (0.6562”). If a 11/16” drill bit is used, that would be 0.6875”.
- If the base is not threaded, and a nut is used under the base, the bolt can potentially lean quite a bit more, depending on the diameter of the base hole, and the thickness and diameter of the motor foot hole.
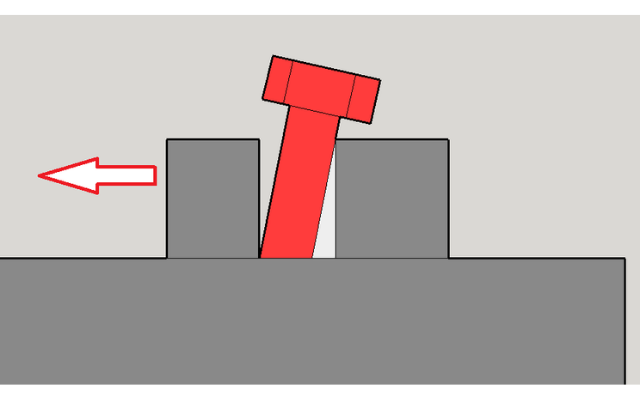
Since there is clearance on the mating threads, a loose bolt can be pushed, and “lean” to one side. When the bolt gets tightened, the bolt will center itself into the mating thread hole – in essence, “straightening back up”. When it does this, it will push/pull the motor foot back in an unwanted direction.
An easy way to find this problem is to try to turn the bolts while they are loose, and see if one feels tighter than the others. Odds are good that, if the threads of that bolt are contacting the inside of the foot, it will be harder to rotate.
About the Author:
Stan Riddle is a Technical Trainer for VibrAlign. He has over 30 years experience as a machinist and millwright, working for such companies as R. J. Reynolds, Weyerhaeuser, and Tyco. He is a certified Level III Vibration Analyst with the Vibration Institute, and is also certified in infrared and ultrasonic inspection.
OTHER POSTS BY: STAN RIDDLE
- Precision Alignment and Paint Just Don’t Play Well Together
- Alignment Challenges on Small Positive Displacement Pumps
- If You MUST Cut a Shim…
- A Problem Waiting to Happen
- Take Two to Minimize Soft Foot
- Minimizing Soft Foot in the Stationary Machine
- Don’t Ignore the Signs of Misalignment
- Alignment Considerations of Machines with Stiff Elastomeric Couplings
- Loosening the Coupling Bolts before Measuring for Misalignment
- Angular Misalignment Tutorial
- Should I Mount My Laser on the Hub or the Shaft?


