
Author: Heinz P. Bloch, P.E.
Before reading the article below, Read Part 1 of this 3 part series.
Avoid solids contamination in pump bearing housings
In numerous illustrations published in technical texts, major multinational bearing manufacturers alert us to the life reduction risk associated with lube oil contamination. The ratio of operating viscosity of the lubricant (Ref. 1, also Fig. 1, below) over its rated lubricant viscosity is calculated as v/v1 and entered on the x-axis.
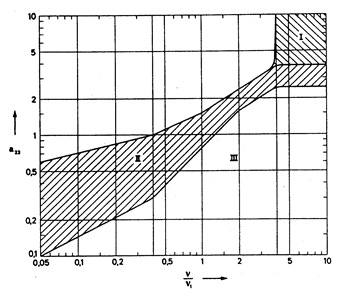
Fig 1 Contamination adjustment factor “a23” vs. viscosity ratio v/v1, (per Ref. 2)
Three relative stages of oil cleanliness are indicated by three different regions. Region I is applicable only to situations combining utmost cleanliness in the lubrication gap with moderate bearing loading. This situation is rather unrealistic for process pumps. Region II is where a high degree of cleanliness is maintained; this condition is assumed achievable with modern bearing protector seals (see Chapter 8). Finally, assume Region III might represent bearing housing interiors exposed to an industrial environment or bearing housings without effective protector seals. A resulting life adjustment multiplier or factor “a23” is displayed on the y-axis.
Using Fig. 1 and for, say, v/v1 = 0.5, one would obtain a23= 0.3 in Region III, and a23= 1 in Region II. In essence, using effective bearing protector seals yields an anticipated three-fold bearing life improvement.
Avoid questionable oil storage and transfer practices
Questionable drum storage practices are shown in Figures 2 and 3. Changes in ambient temperature cause rainwater to be drawn into the drum by capillary action. Capillary action takes place even in the case of seemingly tight bungs (Fig. 2) as long as rainwater is allowed to collect in the drum top. The drum top will bulge outward (convex shape) when the surrounding air warms up; it will bulge down (concave shape) when the air cools and a slight vacuum is produced in the vapor space inside the drum. The resulting suction effect draws in water.

Fig. 2: Rainwater will enter through this closed bung via capillary action
References
- Bloch, Heinz P.; “Machinery Reliability Improvement”, 3rd Edition (1998) Gulf Publishing Company, Houston, Texas; ISBN 0-88415-661-3
- SKF USA, Inc., Kulpsville, Pennsylvania, (1991), General Catalog 4000 US
- Fluid Defense Systems, Montgomery, Illinois 60538
- Bloch, Heinz P.; “Petrochemical Machinery Insights” (2017) Elsevier Publishing, Oxford, UK and Cambridge, MA; ISBN 978-0-12-809272-9


