Modifications to new and existing ‘metal on metal’ horizontal multistage pumps with metal-filled graphite stationary wear members have improved reliability in boiler feedwater services. This article presents case studies, from an OEM test laboratory to field experience, showing that pumps fitted with metal-filled graphite will survive a loss of suction (dry run) or operation with a closed discharge valve (no flow) without seizure or the necessity of replacing the bushings or the case wear rings.
In the past 15 years, the use of self-lubricating bushings and case rings in single and multistage horizontal boiler feedwater pumps has moved from curiosity to an accepted standard. The change to self-lubricating bushing and case ring material was driven by operational practices that have placed severe demands on the traditional horizontal multistage pump. These practices have resulted in increased failure rates, with more downtime and higher maintenance costs for the pump user. Typical problems have been dry running with subsequent galling of wear surfaces and pumps subjected to rapid temperature transients resulting in fractures or galling and seizure.
A multistage horizontal pump requires a flow of pumpage through the bushing and case ring annulus to both support and center the rotating element. If this flow is interrupted due to insufficient NPSH, the pumpage flashing or a system upset, the rotating element will sag due to its weight and may contact the stationary members.
When the stationary members are of similar material, such as the standard combination of chrome impeller and case rings, these members will gall (weld) when they touch. In general, when identical metals make contact while running dry, galling (welding) will take place at a series of isolated points. After the rotating member develops sufficient force, the welds are torn loose leaving a rough surface at which welding is almost immediately repeated until the rotating member can no longer tear itself loose and seizure occurs.
Background
Metal-filled graphite is the standard bushing material for vertical pumps in heater drain, hot well, and condensate services. It is used because of its unique properties of self-lubrication, chemical resistance, dimensional stability, resistance to high differential pressure erosion, and high load-carrying capacity.
Initially, using metal-filled graphite as bushings and case rings raised concerns about whether the material could withstand the rigorous conditions, such as high peripheral velocities and, differential pressures, found in a multistage horizontal pump. After more than 13 years of field experience, in a multitude of installations, neither of the factors has been a problem.
Initially, abrasives in the pumpage were a concern but new grades of metal-filled graphite have been used successfully in boiler feed systems subject to occasional abrasive upsets.
Running clearance
Running clearances are often dictated by the requirement to prevent contact of the rotating and stationary member. Large running clearances penalize hydraulic efficiency, by allowing excessive stage-to-stage internal leakage. Since metal-filled graphite is a self-lubricating material, running clearances can be significantly reduced, thereby improving pump hydraulic efficiency and rotor dynamic stability without the risk of rotating element seizure.
Material description
Metal-filled graphite is not a single material, but rather a family of materials, each of which can be varied within wide limits to suit a specific application. Hundreds of grades are produced for a multitude of pump applications, ranging from cryogenic to extremely high temperatures. Metal-filled graphite is made by compounding carbon filters, binders, and additives. These raw materials are converted into plastic dough in a heated mixer. The dough is cooled, crushed, and ground into powder.
The powder is blended with an organic binder and formed into a rough shape. It is then placed in a controlled time, temperature, and atmosphere oven to convert the organic binders to carbon and baked to produce a porous fine-grain graphitized material. The piece is slowly cooled and then rough machined as dose to the finished shape as possible.
The porous semi-finished piece is reheated and impregnated, by a pressure or vacuum process, with molten metal, cooled to room temperature, then machined or ground to finished size and tolerance. The metal used to impregnate the graphite is selected to be compatible with both the environment and application.
OEM test program
After a number of successful field conversations, a pump Original Equipment Manufacturer (OEM) decided to run a test program to document the improvement in reliability and hydraulic performance of metal filled graphite fitted multistage horizontal pump.
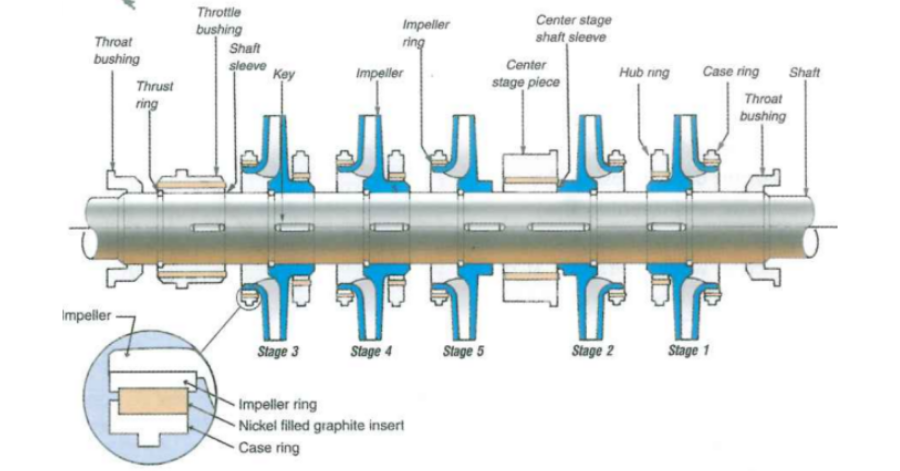
Figure 2: Nickel-impregnated graphite/metal alloy rotating element
The test program had three anticipated during the dry run and objectives:
- Obtain adequate test data to validate any hydraulic efficiency improvement with the closer running clearances possible with the non-galling metal-filled graphite fitted pump
- Verify the ability of metal-filled graphite fitted a pump to survive a dry run (loss of suction) and remain operable
- Verify the capability of metal-filled graphite fitted a pump to operate for extended periods of time at shut off (closed discharge used nickel impregnated graphite/metal valve) and remain operable
Test pump
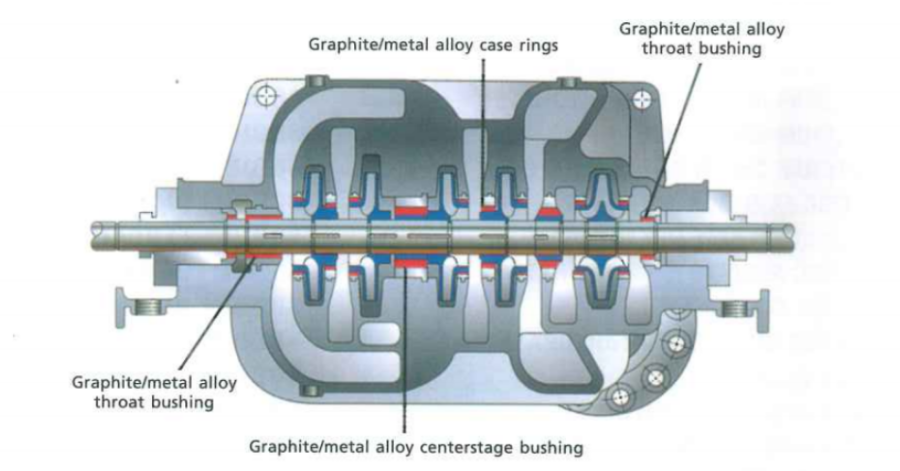
The test pump was a five-stage, axially split, single case, opposed impeller; double volute, with a single suction first stage impeller. Nickel impregnated graphite/metal alloy was selected for the case rings and bushings based upon the temperatures anticipated during the dry run and shut-off portions of the test program. Figures 1 and 2 represent the cross-sectional view of the test pump and rotating element.
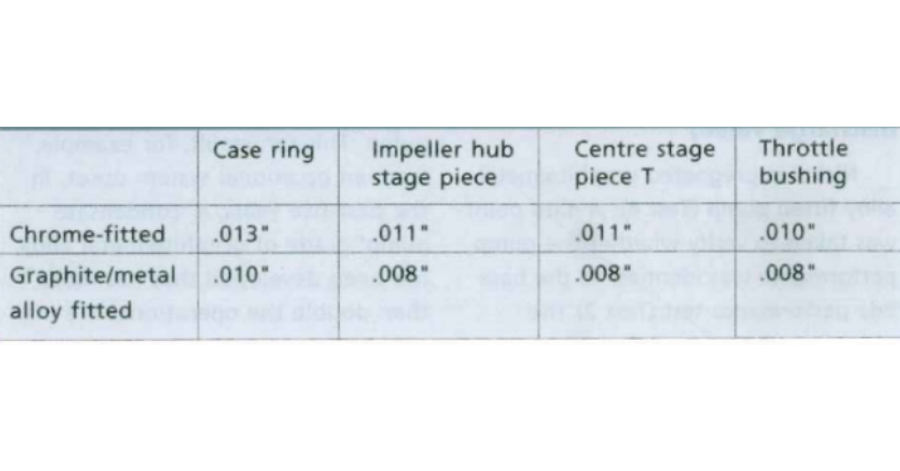
Table 1: Test pump diametrical running clearance
Test results
Performance testing
Tests 1 and 2 were identical six-point baseline performance tests, performed to show the improvement in hydraulic efficiency. For Test 1, the pump was fitted with ‘chrome on chrome’ wear parts with industry-standard running clearances. Test 2 alloy stationary and chrome rotating parts with a reduced running clearance (Table 1 represents the comparison of running clearances). At the Best Efficiency Point (BEP) the nickel impregnated graphite/metal alloy fitted pump had a 2% higher efficiency than the ‘chrome on chrome ‘fitted pump. Figure 3 represents the pump performance and efficiency comparison.
Dry run test (loss of suction)
Nickel impregnated graphite/metal alloy fitted frump: A data point was taken to verify the pump performance was identical to the baseline performance test (Test 2). The pump was then run dry by closing the suction valve and opening the discharge (outflow) valve. Mechanical seal injection was maintained at the rate of 2i GPM. The dry run continued for 22 minutes and was concluded when no visible changes were observed and all temperatures had stabilized. The suction valve was opened and the test loop refilled. A six-point baseline performance test was immediately run which confirmed the 22-minute dry run had not changed the pump hydraulic performance. Post-test inspection revealed no rubs, unusual wear, or other anomalies.
Chiwne-fitted pump (Test 6): A data point was taken to verify the pump performance was identical to the baseline performance test (Test 1). The suction valve was then closed and the motor wattage dropped from 492 to 23 and remained steady. After two minutes, the wattage then jumped to 500 W in five seconds and the pump was immediately shut down. The rotating element came to an abrupt stop, it had seized. Post-test inspection revealed galling (welded together) of the first stage eye side case and impeller wear ring. Galling also occurred between the throttle bushing and sleeve at the other end of the rotating element. Figure 4 shows a post-test comparison of the nickel impregnated graphite/metal alloy and chrome ring combination.
Shutoff head test (closed discharge valve)
Nickel impregnated graphite/metal alloy fitted pump (Test 4): A data point was taken to verify whether the pump performance was identical to the baseline performance test (Test 2). The pump was then run at shut-off condition (no flow), with the discharge valve dosed, for 54 minutes. The pump internal temperature was recorded at the fifth stage volute, it stabilized at 315°F after 45 minutes.
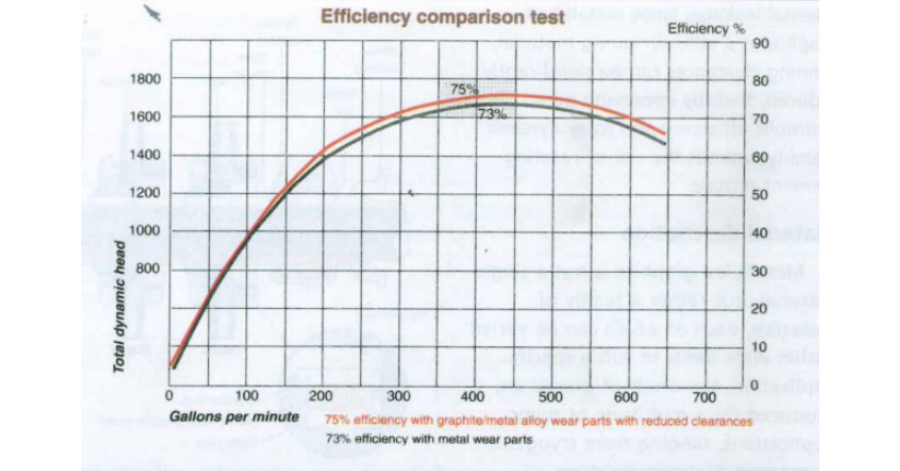
Figure 3: Hydraulic efficiency comparison
After 54 minutes of running at shut-off, the leakage from the mechanical seals began to increase, so the discharge abrasive wear test program showed the valve was quickly opened. Opening the discharge valve resulted in a temperature transient with a cooling rate change of 22°F per second. After the pumpage temperature had stabilized, a six-point baseline performance test was immediately run which confirmed that the 54-minute shutoff test and the subsequent thermal shock caused when the discharge valve was opened, had not changed the pump hydraulic performance. Post-test inspection revealed no rubs, unusual wear, or other anomalies.
Abrasive wear
A major concern regarding metal-filled graphite in boiler feedwater systems is its ability to withstand abrasives sent through the pump. This can result, for example, from an occasional system upset. In the past five years, a ‘condensate pump’ grade of graphite/metal alloy has been developed that has more than double the operational life of either bronze or plain carbon wear members. In order to get a comparison of the abrasive wear characteristics of the condensate pump’ grade graphite/metal alloy, an ASME wear test was performed at Reneeslaer Polytechnic Institute in Troy, New York. The results of that the ‘condensate pump’ grade graphite/metal alloy was approximately 2.8 times better than plain carbon and approximately 2.5 times better than SAE 660 bronze in resisting abrasive wear (Figure5).
Field experiences
Oil refinery boiler feed meter pumps: There are four Ingersoll Rand 6 stage ‘CNTA’ radial split horizontal pumps in this boiler section. Many of the operating units that use this boiler section are driven by steam turbines. Problems occur when the l feedstock changes and the rate is quickly increased or decreased. The demand on the steam turbines causes the boiler feed pumps to operate anywhere from shutoff to maximum flow. As the demand for steam increases or decreases, a signal is given to one of the standby pumps to start up or to an operating pump to shut down. When an operating pump shuts down, it can momentarily run dry which may cause it to seize. The ‘condensate pump’ grade of graphite/metal alloy was installed in one pump in July 2001. The second pump was converted in August 2001. Both converted pumps have survived the last dry run that caused the third metal fitted pump to fail. It is now being converted to the ‘condensate pump’ grade of graphite/metal alloy stationary wear parts.
The fourth pump will be converted when it seizes.
Papermill boiler feed pump
In August 1986, a four-stage radial split Worthington ‘UNQ’ boiler feed pump was retrofitted with graphite/metal alloy stationary wear parts. The pump was converted to graphite/metal alloy because of repeated seizures while fitted with standard ‘chrome on chrome’ wear parts. The pump operated without any incident until it was pulled for routine maintenance in March 1991. At that time, the spare pump was also retrofitted with graphite/metal alloy stationary wear parts.
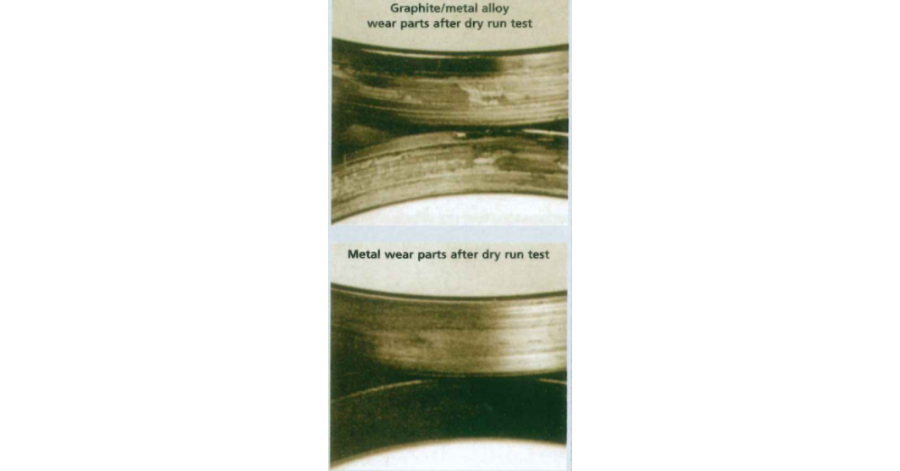
Figure 4: Comparison of rings after dry run test
The sister paper mill, which is located about 50 miles away, seized their boiler feed pump over the labor day holiday and arranged to borrow the spare boiler feed pump from the other mill. After installing the borrowed graphite/metal alloy fitted pump, it was coupled to the steam turbine and brought up to the operating speed of 3,700 rpm. They soon discovered that the graphite/metal alloy fitted pump, which had closer diametrical running clearances, was producing too much capacity. In order to reduce the pump capacity, it was necessary to slow the turbine down to 3,250 rpm. When one changes the speed of a pump, this is what happens:
- The pump capacity varies directly as the change in speed and thrust bearing service life.
- The head (pressure) varies as the square of the change in speed
- The power required varies as the cube of the change in speed
In this case, when the pump was slowed from 3,700 to 3,250 rpm, theoretically, the power required to run this pump changed as follows, ([3250/3700]3) = 0.678. Thus, equipped with graphite/metal alloy wear parts, it will require only two-third as much power to operate the pump at 3,250 rpm as it did at 3,700 rpm.
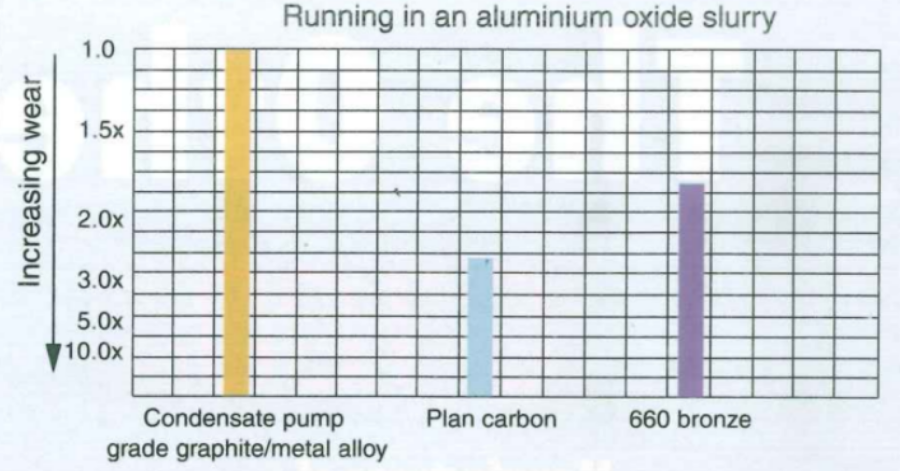
Figure 5: Abrasive wear test procedure and results
Conclusion
The test programs and field experience demonstrate the ability of a pump equipped with metal-filled graphite wear parts to survive a loss of suction or running at shutoff for extended periods without seizure. Metal-filled graphite does not melt, distort, unravel or fall apart when used at temperatures as high as 750°F. So, it is not necessary to replace the metal-filled graphite, also provides better damping of the rotating element thereby reducing vibration and increasing both the mechanical seal and thrust bearing service life.
About the author:
Robert P Kornin represents Graphite Metallizing Corporation (GMC), Baverton, Oregon, since 1981. He has spent over 30 years working directly in the pump industry. Komin has presented papers at the International Pump Users Symposium and at the Industrial Water Conference. Advanced Materials and Tribology represents GMC in India.
Originally published in Chemical World.
Read about a 25-year old Graphalloy bushing still in operation!