
I was lecturing on pumps and Net Positive Suction Head in Canada before the pandemic. An older gentleman in the class stopped me and asked, “Is NPSH the reason that the suction nozzle diameter of a centrifugal pump is larger than the pump’s discharge nozzle diameter?”
I thought to myself, he’s right. I told him so and complimented him on his contribution to the discussion. Yes! NPSH is the reason that the suction nozzle diameter of a centrifugal pump is generally larger than its discharge nozzle diameter.
The word ‘Head’ is synonymous with energy. In essence, we could call it Net Positive Suction Energy.
There are two suction energies to consider. There is the suction energy available to the pump. This is the NPSHa (a=available). Then, there is the suction energy required by the pump, called the NPSHr (r=required). It is always a good idea to clarify which suction energy you’re dealing with while conversing with colleagues, clients or suppliers.
Think of it this way. Your car requires a quantity of energy (fuel) for the engine to work properly. This requirement is similar to the NPSHr of a pump. The fuel in the tank (gasoline or diesel) is the energy available to the car. This is similar to the NPSHa of a pump. The fuel level gauge shows the margin of ‘available fuel’ over the ‘required fuel’ and indicates when we should purchase more fuel.
The pump’s required suction energy (NPSHr) must always be less than the available suction energy (NPSHa) at all duty points. If the pump requires more energy than the energy available, then the pump is starved of energy. This is like running out of gas in your car on the highway, 30 miles from the next gas station.
NPSHr
The NPSHr is a function of the pump’s design. The pump’s suction throat, the eye and blades of the impeller, the gaps at the wear rings and machine tolerances determine the NPSHr.
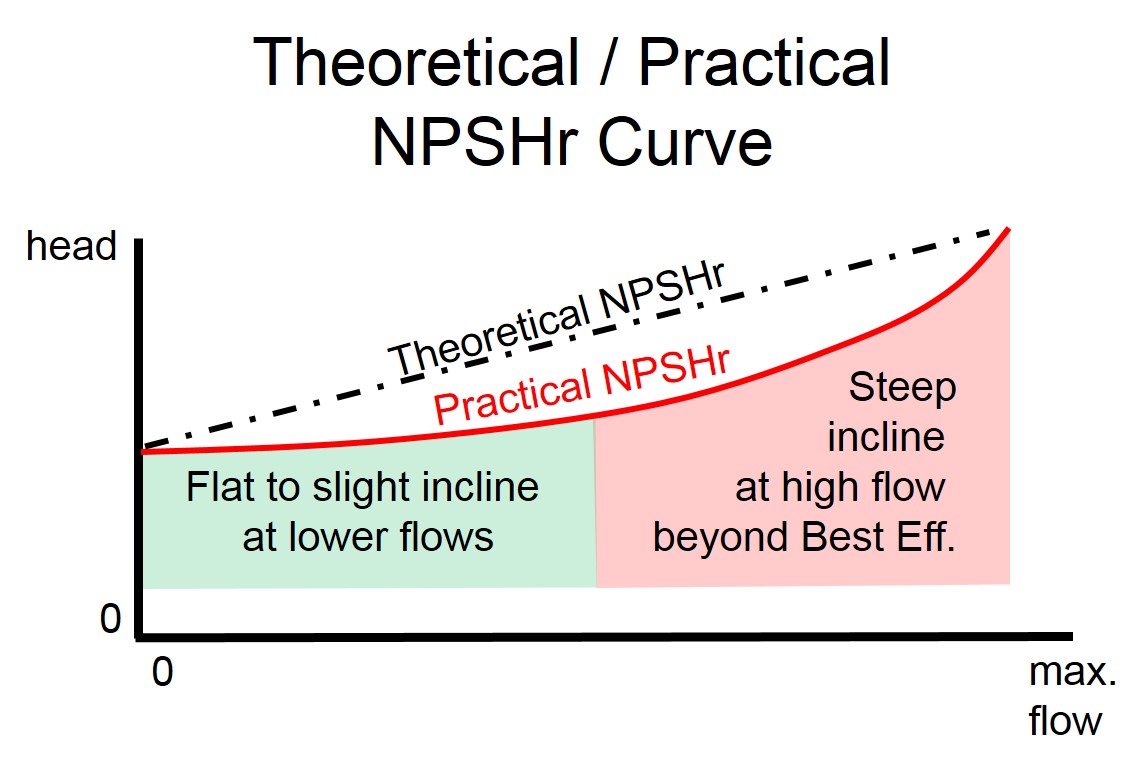
Because the pump’s design (suction, impeller eye, gaps, etc.) are generally fixed, the theoretical NPSHr curve would appear mostly linear as flow increases. See graph #1. In practice however, NPSHr curve is flattened at lower flows as the pump’s efficiency improves. (Everyone knows about flattening the curve.) Then after crossing through best efficiency the NPSHr curve rises exponentially to compensate for the declining pump efficiency.
A new pump model is installed into a test pipe loop with a holding tank, and starved of energy on the suction side. The starvation eventually degrades the pump’s discharge performance. The technician uses this information to plot the required suction energy (NPSHr) at various flows to avoid the performance decline.
Most pump companies show the NPSHr (suction energy required) on the printed pump performance curve.
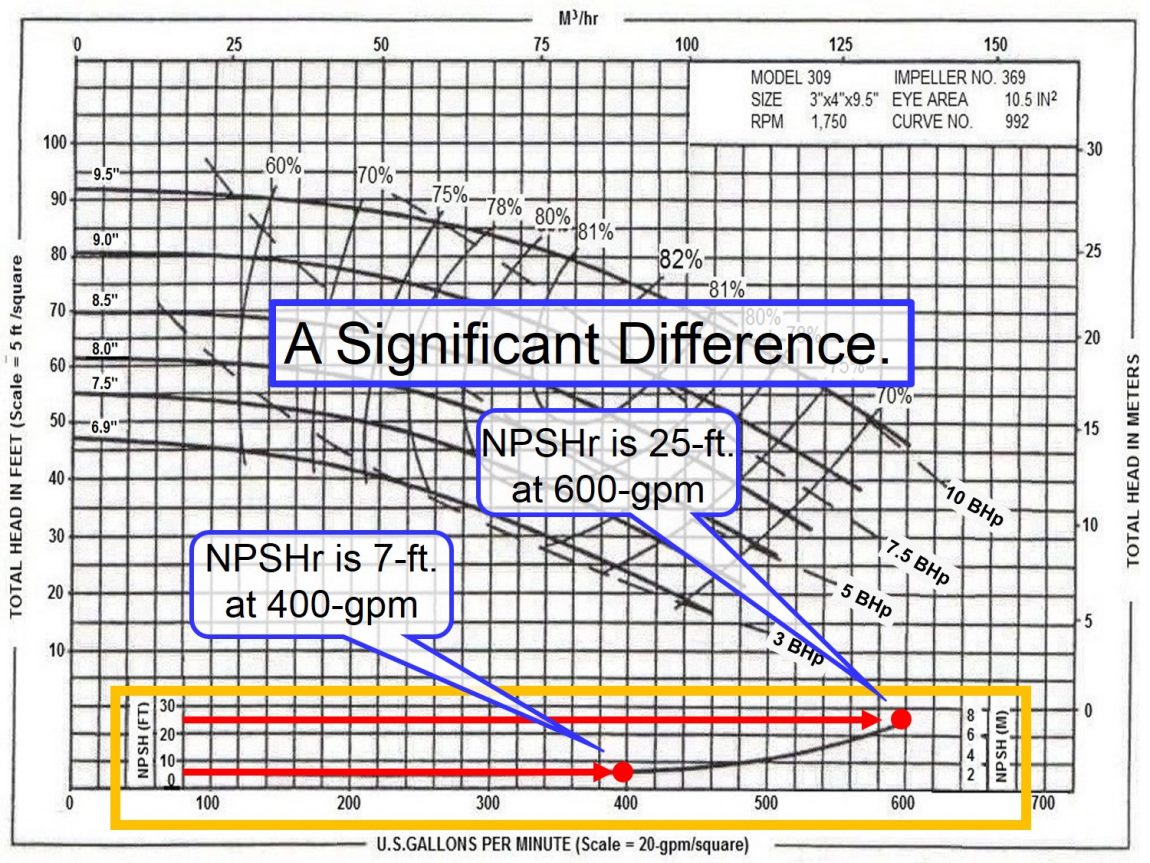
Observing a real performance curve (Graph #2), you can see the NPSHr at best efficiency (82%) is 7-feet at 400-gpm. At 600-gpm, (a 50% increase in flow volume) the NPSHr rises to 25-feet, over three times the suction energy required at best efficiency.
So, you might ask, “If a pump is placed in an application that requires 400-gpm, why, and how, would this pump find itself delivering 50% more flow at 600-gpm with the elevated NPSHr? I’ll give a few examples to illustrate how this happens:
1. I actually dealt with this issue just last month. The state health department previously stipulated that all public swimming pools (hotels, gymnasiums, water parks, health clubs, etc.) must recirculate the water through filters every 6 hours so that the water is turned-over and cleaned four times per day to eliminate contaminants, germs and bacteria. With the Coronavirus, the state health department ordered to filter the water 6 times per day, a 50% increase in filtration flow. 400 gpm becomes 600 gpm. The required energy (NPSHr) surpasses the available energy (NPSHa) and a recirculation pump can suffer from stress, wild vibrations, and go into cavitation.
2. In my previous Pump Guy article, I talked about stationary pipe systems and dynamic pipe systems. In a dynamic pipe system, a process pump is dragged and held to the extreme left and right of the performance curve as the system’s elements change.
3. Maybe a pump simply transports a bulk disinfectant from a holding tank to a bottling carousel. The Coronavirus causes a sudden increase in demand for this disinfectant. The production engineer orders to increase production (flow) to satisfy the increased demand. Production engineers don’t really care about the NPSHr. They are more concerned with production (flow, gpm).
4. I consulted my old college “Fluid Mechanics” text. It states mathematically: NPSHa ≥ 1.1 x NPSHr. Another text says: NPSHa = NPSHr + 5-ft. These texts quote NPSHr at best efficiency (which is rarely true) and consider that all pumps are installed into stationary pipe systems. These misleading assumptions are the reason reliability engineers chase vibrations and pray for some new digital gadget to show them the way to reliable pumps.
5. Sadly, the pump performance curve is rarely available to the control room pump operators, and the operators rarely receive training to understand the importance of the NPSHa margin over the NPSHr. This is like hiding the car’s dashboard from the driver. Imagine driving a car late at night on an unfamiliar highway and not knowing how much fuel is in the tank. The NPSHr can easily surpass the NPSHa if no one pays attention.
Inadequate NPSHa can make a liquid gasify, forming vapor pockets in the low-pressure zone at the eye of the impeller. The prevailing low pressure on the liquid rises as the vapor pockets traverse the impeller blades. The rising pressure causes the vapor pockets to collapse against the impeller and pump housing, producing the noise and damage of cavitation.

Anyone standing near a pump can hear advanced cavitation. It sounds like nuts, bolts and rocks passing through the pump. The damage appears as though someone were beating on the pump with a large hammer. It causes premature seal and bearing failure.
The best way to increase the pump’s reliability and avoid the resulting maintenance and downtime is to increase the suction energy available to the pump. The reliability team or the maintenance engineer can do this as a project.
Improve the NPSHa
The available suction energy (NPSHa) is a function of the design, arrangement and condition of your suction pipe and fittings, which the pump company doesn’t know. Therefore, the NPSHa does NOT appear on the pump curve.
However, the NPSHa is easy to determine and plot. It is so easy, you can do this in your underwear while working at home. I’m even writing this article in my underwear.
The NPSHa is simple math and it only deals with the suction side of the pump. There are 5 elements to the NPSHa. Two elements add energy to the liquid. Three elements subtract energy from the liquid.
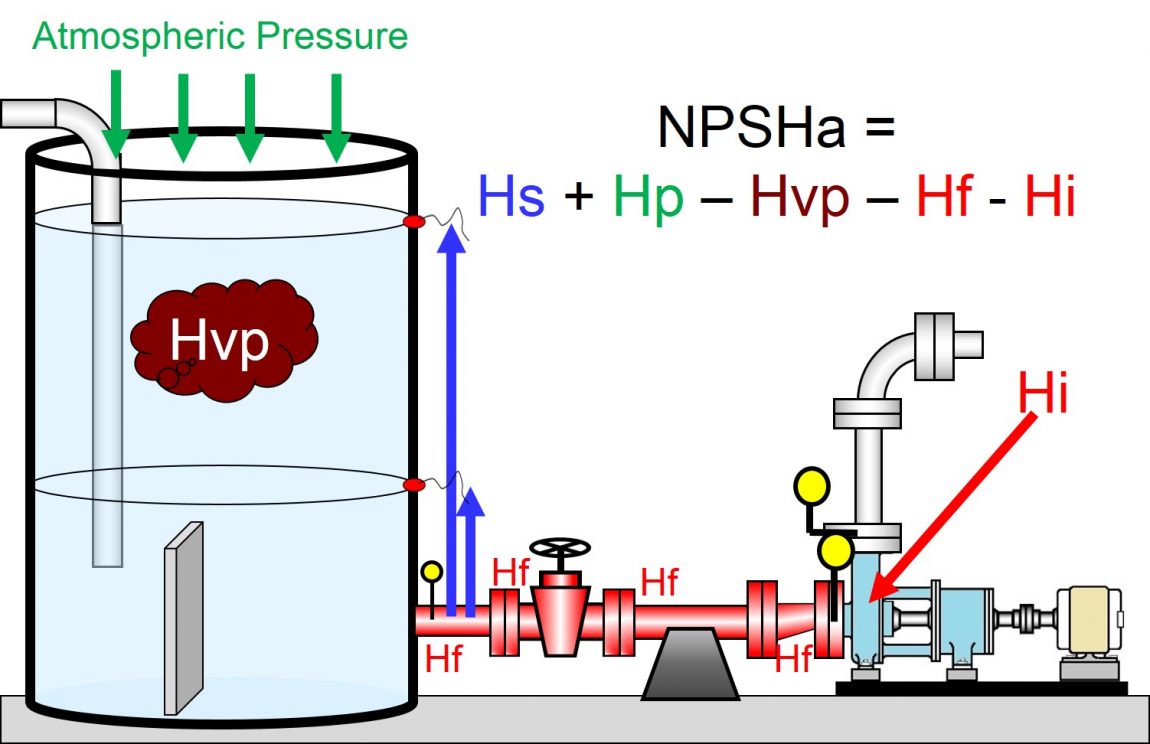
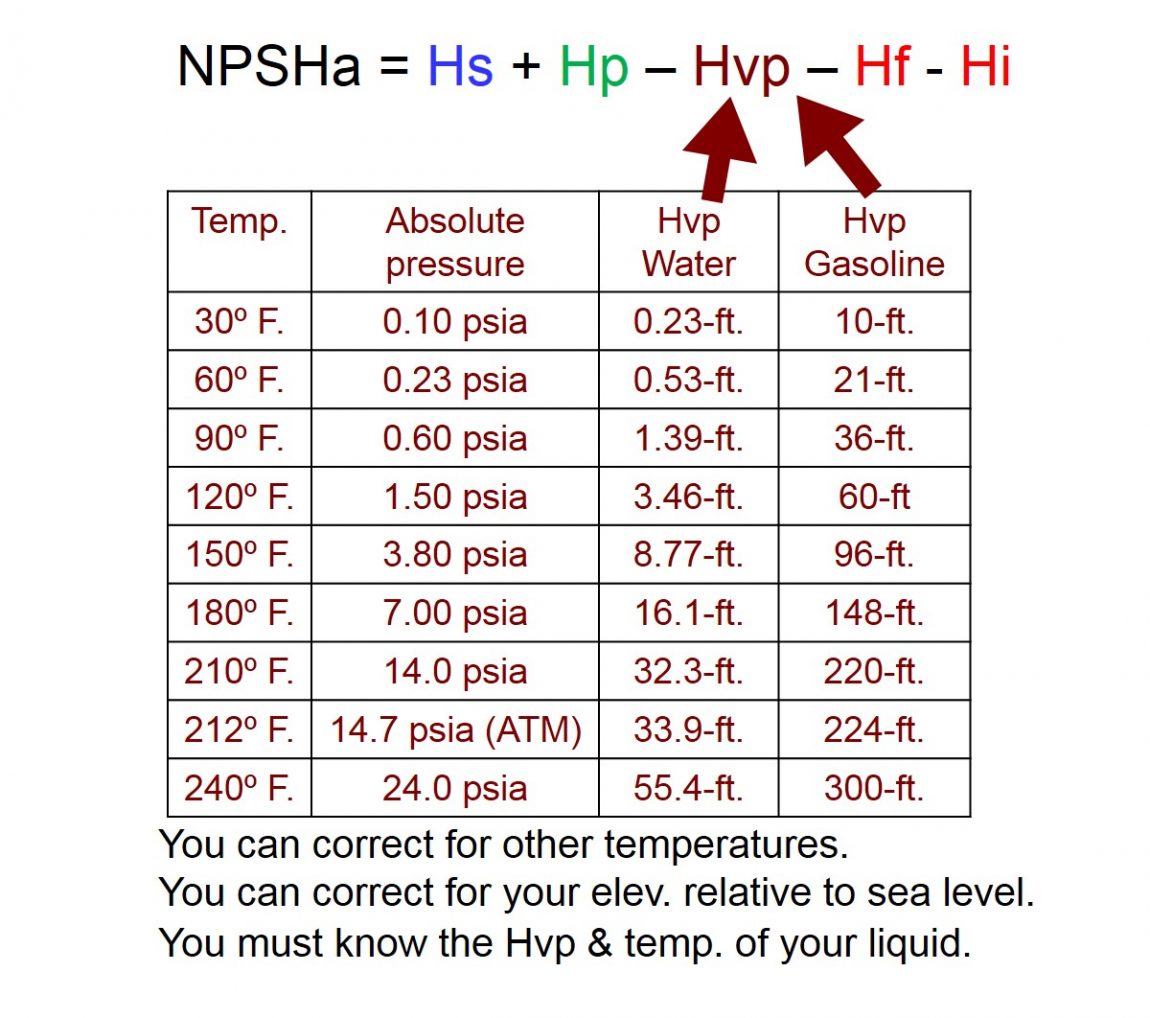
Stated mathematically, and color coded: NPSHa = Hs + Hp – Hvp – Hf – Hi
You can improve the NPSHa by either increasing the elements that add energy to the liquid (Hs, Hp), or by reducing the elements (Hvp, Hf, Hi) that subtract energy from the liquid.
Hs is suction static head. It is the elevation of the liquid in the suction vessel referenced above (or below) the pump centerline. It is measured in feet or meters. A process pump might have a maximum and minimum elevation in the suction vessel. The low or minimum elevation is important.
Hp is the suction pressure head. It is the atmospheric pressure acting on an open suction vessel at the pump’s elevation above sea level converted to feet or meters.
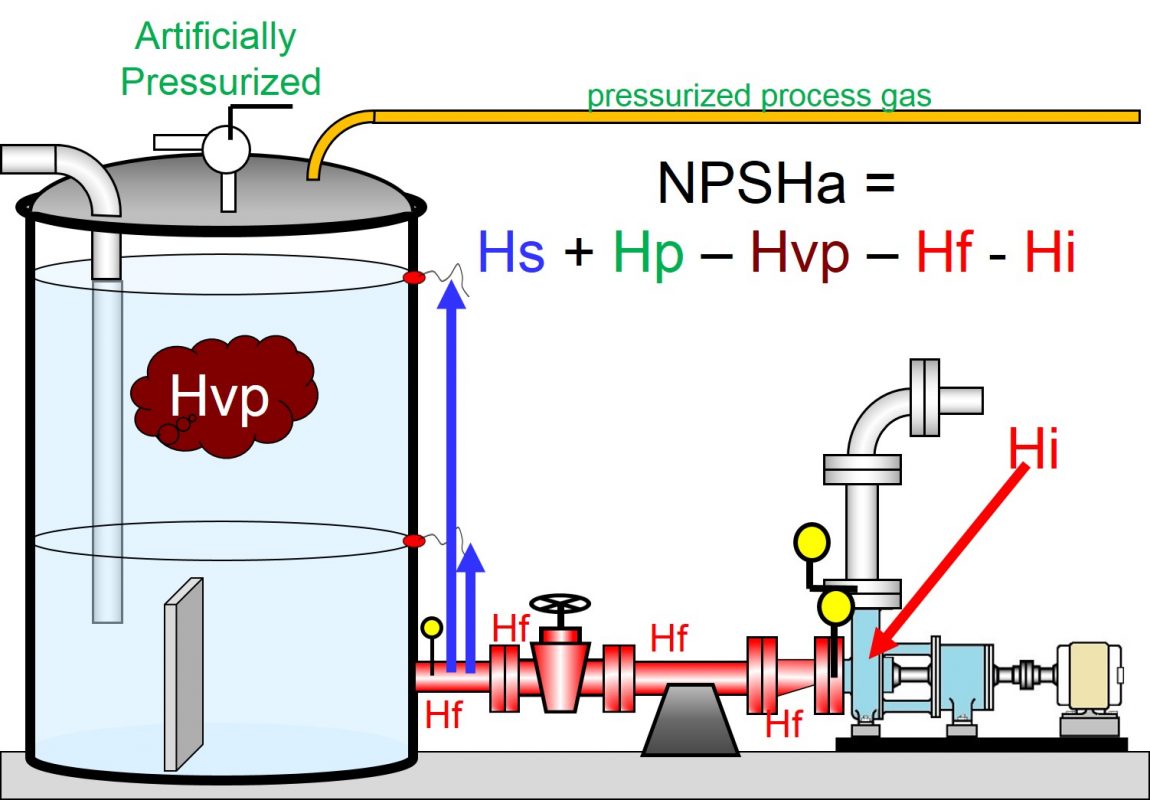
Frequently, a process pump will drain a closed, sealed and pressurized vessel. In this case the Hp is the artificial pressure in the suction vessel converted to feet or meters.
Hvp is the vapor head or vapor pressure of the liquid. The vapor pressure is an internal property of a liquid indicating the liquid’s propensity to vaporize or gasify. The vapor head rises and falls with the liquid’s temperature. Picture #6 columns 3 and 4 shows the vapor head in feet for water and gasoline at various temperatures. A process engineer or chemical engineer can provide the vapor head of your specific liquid at your temperature. Remember, the Hvp subtracts energy from the liquid
Hf is the friction head, or friction losses in the suction pipe and fittings. The friction losses subtract energy from the liquid.
Hi is the inlet head (losses) in the eye of the impeller. The pumped liquid normally moves through the suction pipe at low velocity (4 to 6 ft/sec.). The impeller rotates at high speed. The liquid velocity accelerates explosively as the liquid enters into the eye of the impeller. Bernoulli’s Law states: As velocity increases, the pressure decreases. The pressure drop from acceleration is the inlet head. You can assign the value of 2-ft. for Hi as a safety factor.
The Suction Pressure Gauge
The suction nozzle of a process pump is frequently in a vacuum. Therefore, the suction pressure indicator should be an absolute pressure gauge or a compound pressure gauge to report pressures less than atmospheric pressure. A simple pressure gauge cannot report vacuum.
An absolute pressure gauge on the suction nozzle of the pump is a reasonable indicator of the NPSHa. The suction pressure gauge reports:
- The liquid elevation (Hs) in the suction vessel.
- The prevailing pressure (Hp) (atmospheric or artificial) in the suction tank and pipe.
- The friction losses (Hf) in the suction pipe and fittings leading to the pressure indicator.
The suction pressure gauge does NOT report:
- The vapor head (Hvp) of the liquid. You must know the Hvp at your temperature.
- The inlet losses (Hi) because these losses occur in the eye of the impeller behind (after) the suction gauge.
The five elements of the NPSHa can be plotted on a head-flow graph to show the profile of the available suction energy.
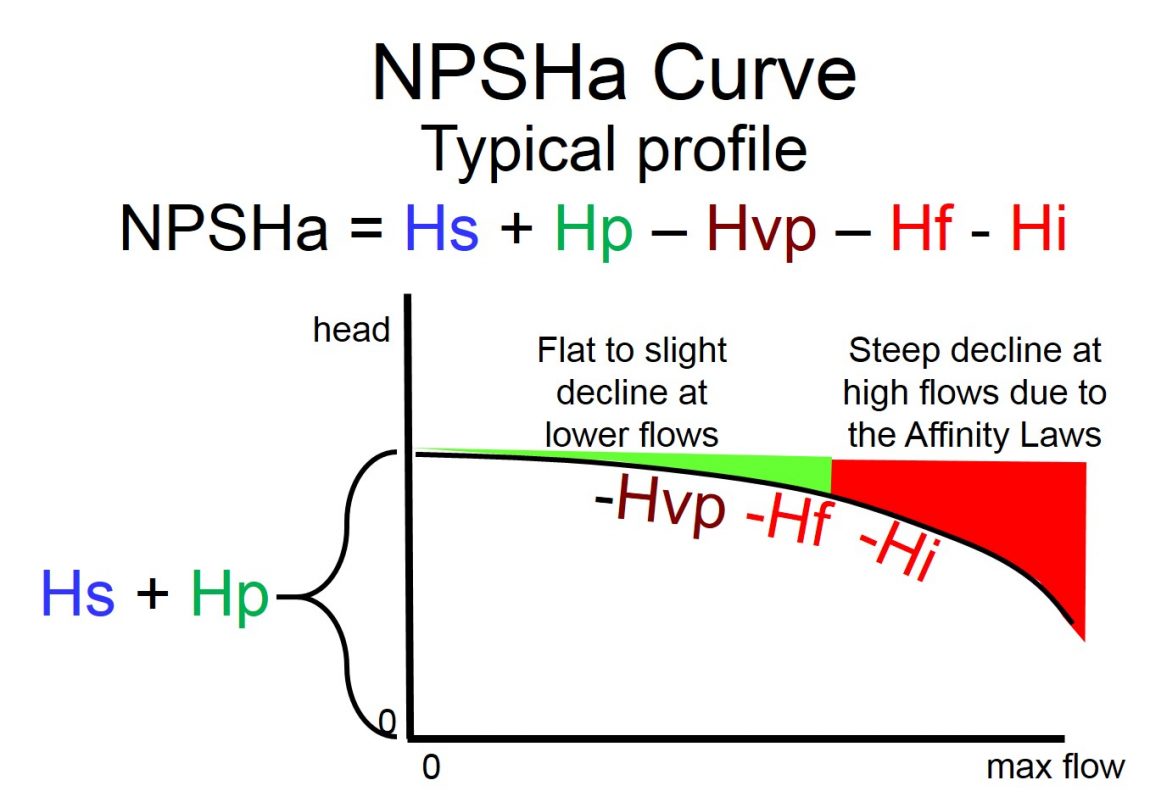
The plotted NPSHa is an excellent tool to improve pump reliability. You can see on picture #7 the effect of increasing the Hs and/or the Hp. The whole curve slides upward.
Regarding the curve’s downward slope, you must know the Hvp of your liquid at your temperature. There isn’t much you can do about the inlet losses (Hi). However, there is plenty you can do about the friction losses (Hf) in the suction pipe.
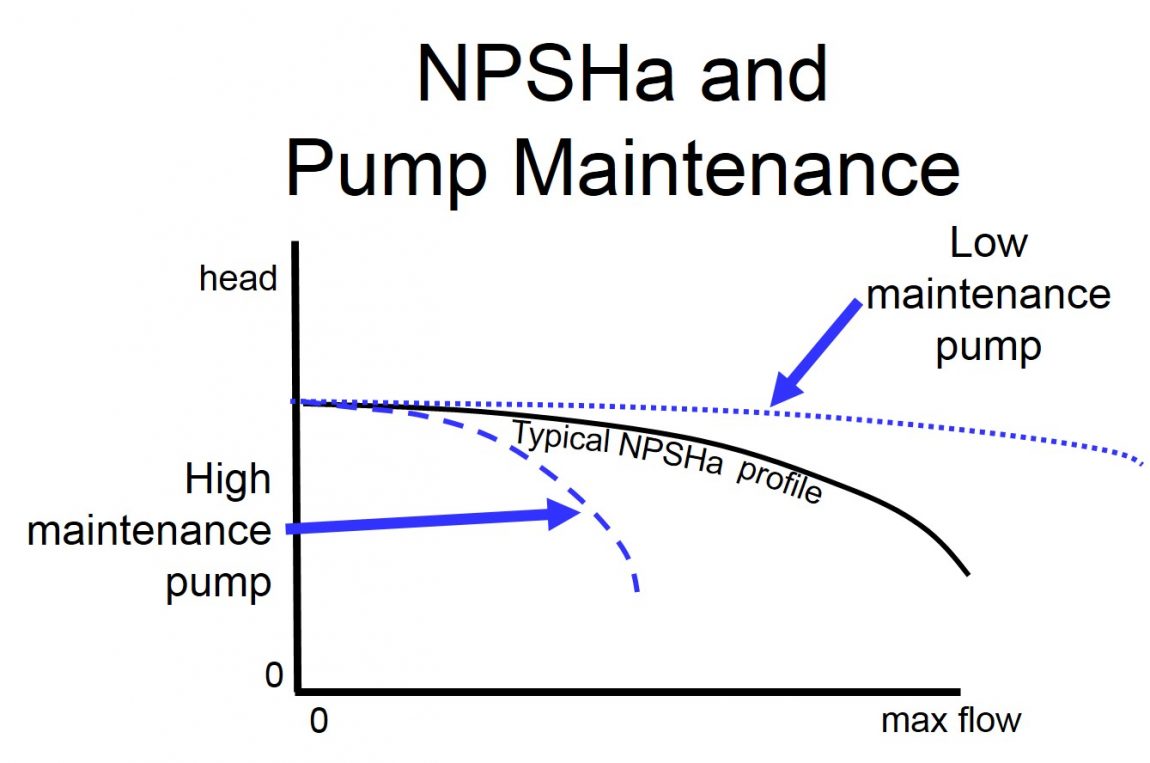
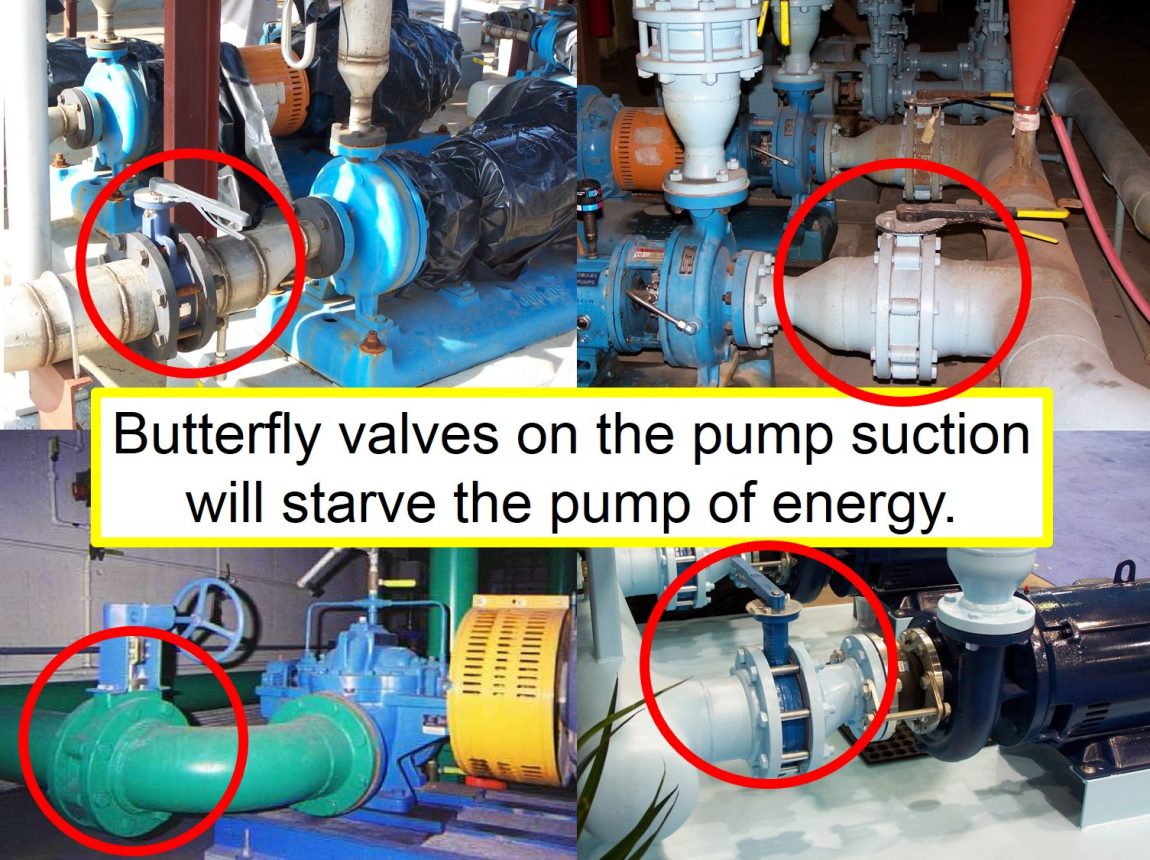
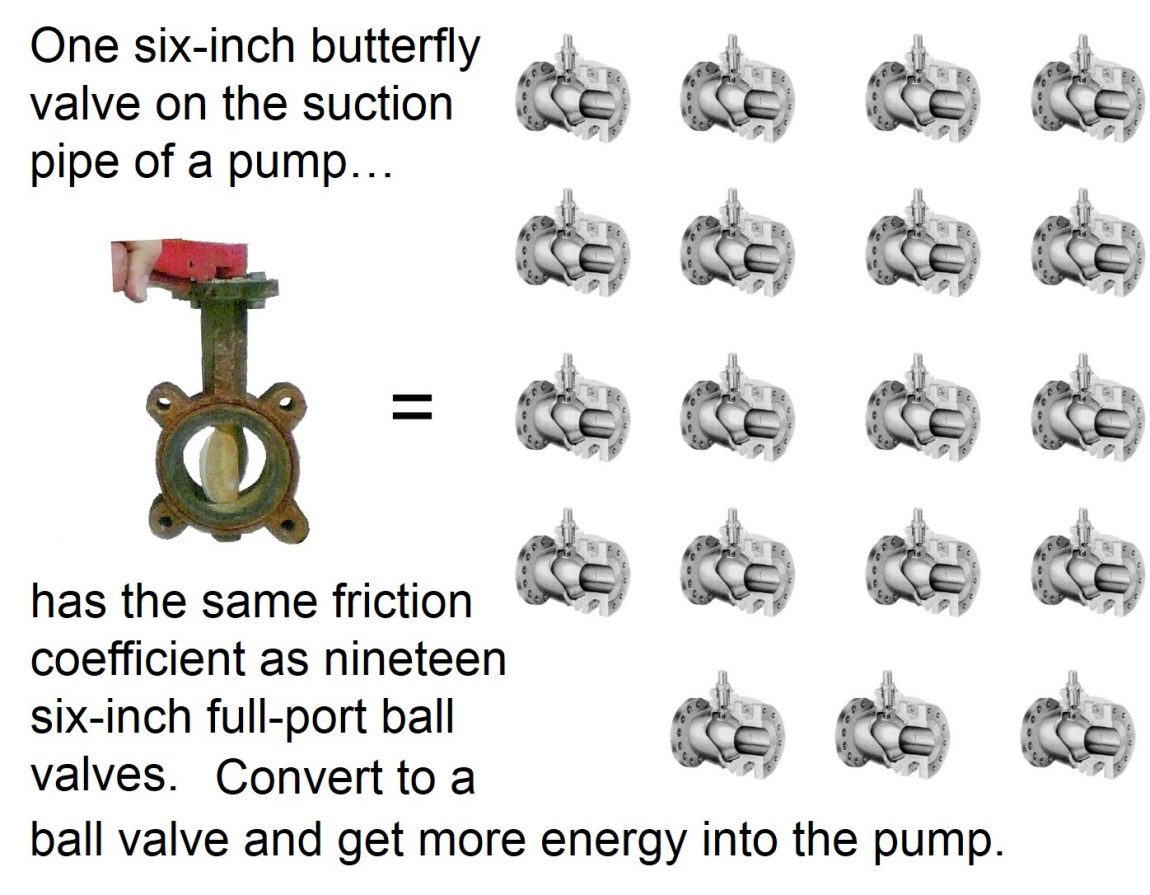
Reducing the friction losses (Hf) in the suction pipe is the most creative way to extend the NPSHa curve and reduce the downward slope. Many pipe systems are designed with a butterfly valve on the suction side of the pump. A butterfly valve eats a lot of energy and can starve the pump.
Excessively long suction pipe, scaled suction pipe, and suction pipe laden with energy robbing fittings and devices (control valves, spring-loaded check valves, heat exchangers, filters, etc.) will cause the NPSHa curve to decline sharply. A pump with this profile, is a high maintenance pump.
The NPSHa is normally well above the NPSHr at low flows. This is the sky-blue zone of picture #11.
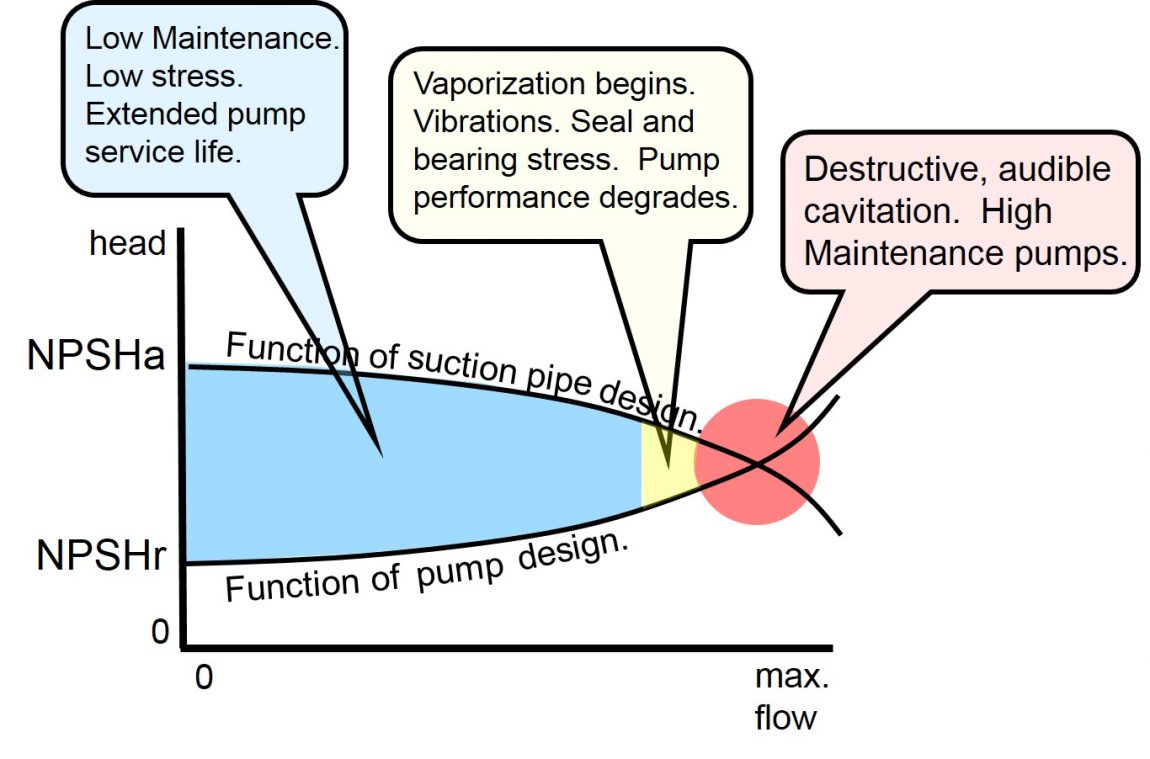
At some point the sloping NPSHa arc begins approaching the rising NPSHr arc. This is the yellow zone of picture #11. Microscopic vapor pockets form at the eye of the impeller. Vibrations increase. The mechanical seal and bearings suffer stress. Pump performance (discharge head and flow) suffers. Vaporization cavitation begins at a frequency the human ear cannot detect. However, ultrasound and vibration analysis can detect this cavitation.
Audible cavitation occurs as the two arcs cross (red zone of picture #11). If allowed to continue without correction, the pump will go into the shop in a few hours with mysterious seal, bearing, or other component failure.
The engineer can correct this by respecting the “NPSHa Margin over NPSHr”.
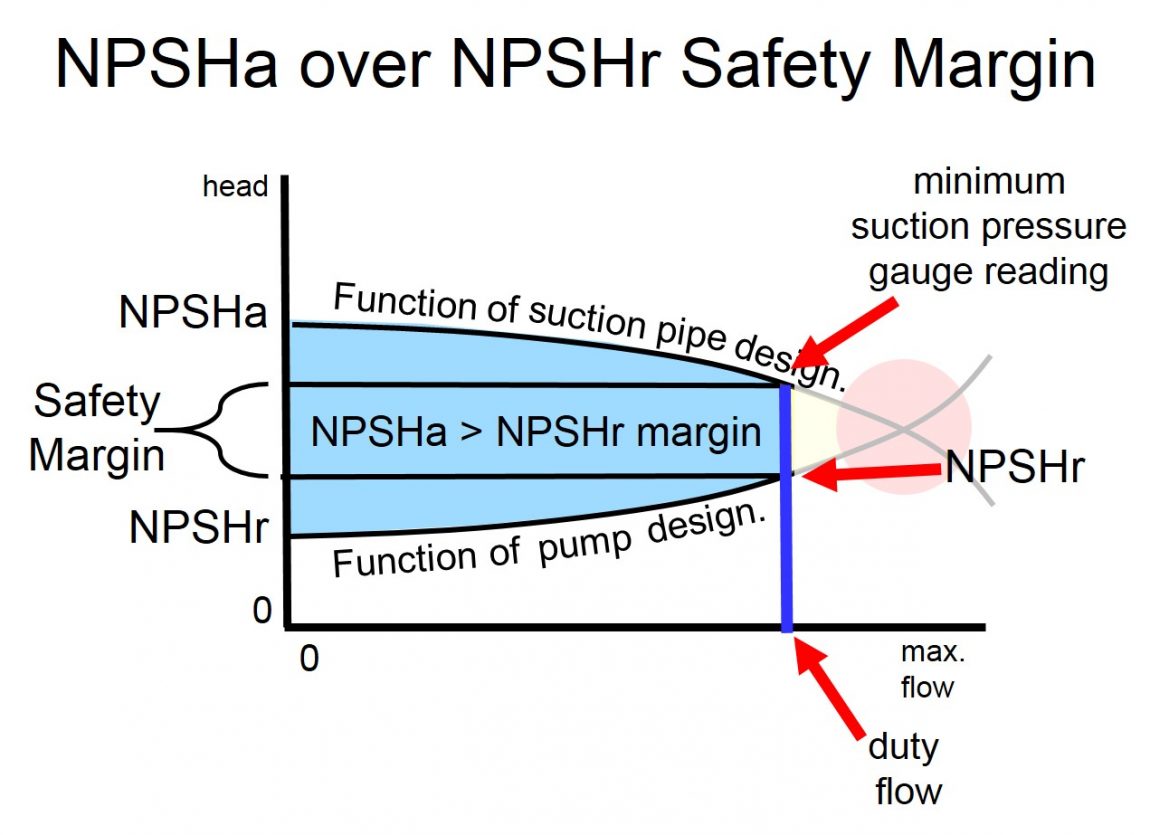
Suggested NPSHa Margin over NPSHr
Most pump literature quotes the NPSHr at best efficiency. Most pump sales reps will show the performance curve and point to Best Efficiency to brag about the low NPSHr. Most text books and pump manuals use Best Efficiency to reference any safety margin. The fact is: Pumps rarely operate at best efficiency. Your pump needs protection at the actual flow.
It is true that many pumps in stationary pipe systems will have a mostly fixed flow. However, process pumps in dynamic pipe systems can experience a wide range of flows as the system resistance varies. Your pump needs protection at the maximum flow, not best efficiency flow.
In the chemical process industry, you must factor the Hvp of your liquid referenced to the actual/maximum flow expected from the pump. Here are some realistic NPSHa safety margins over the NPSHr:
The NPSHa should be 5-to-6 ft. or more above the NPSHr at the duty flow (not Best Eff. flow) on centrifugal process pumps with impeller diameter up to 8” rotating at 1,800-rpm (4-pole electric motor).
The NPSHa should be 7-to-10 ft. or more above the NPSHr at the duty flow (not Best Eff. flow) on centrifugal process pumps with impeller diameter up to 12” rotating at 1,800-rpm (4-pole electric motor).
The NPSHa should be 15-to-25 ft. or more above the NPSHr at the duty flow on centrifugal process pumps with impeller diameter above 12” rotating at 1,800-rpm (4-pole electric motor).
The NPSHa should be at least 15-to-25 ft. or more above the NPSHr at the duty flow on all centrifugal process pumps rotating at 3,600-rpm (2-pole electric motor).
If you respect these margins and the liquid still tends to vaporize or gasify at or before the pump, the suction vessel should be closed, sealed and artificially pressurized above the Hvp with a compatible process gas. See graph #4. This is the reason your ginger ale or beer doesn’t lose gas until the lid is opened and the drink is exposed to the air. Pressurizing the vessel greatly simplifies establishing the margin.
What Causes Process Pumps to Become Problematic after the Warranty Expires?
About the Author:
The Pump Guy is Larry Bachus, a pump consultant, lecturer, inventor and maintenance practitioner based in Nashville, Tennessee. Larry is a member of ASME, and lectures in both English and Spanish. You can reach Larry by e-mail at larry@bachusinc.com or call at 1-615-361-7295.


