Author: William C. Livoti
In Part 1, we discussed repair vs replace and the vendor selection process. In Part 2, we will discuss why it is so important to develop and agree to a motor repair specification.
Many motor repair shops will adjust the original winding design, including reducing wire size or the configuration, for convenience or ease of winding. Wire size changes will modify the motor’s I squared R losses. Winding configuration changes may modify the electric motor’s impedance balance or change the motor’s output torque. In each case, the motor will be different from the original capability and reliability of the motor and it’s original design.
Few electric motor repair shops perform ‘before’ and ‘after’ verification tests of the winding to determine if changes have occurred. This leaves either the motor owner to perform ‘before’ and ‘after’ tests, the motor owner to provide test requirement specifications, or a combination of both – in which the owner performs a commissioning test upon receipt of the motor from the repair shop in an effort to Trust, but Verify.
The following data was compiled from a study titled, Motor Diagnostics and Motor Health Study “Industrial Motor Repair in the United States”. According to the study:
- 81% of repair shops reported that they modify windings because of equipment limitations or shop preference.
- Only 4% modify windings for reliability or energy improvements.
- Although insulation, winding resistance, vibration, phase balance (surge or MCA) and core loss testing should be done routinely as part of a quality repair, only insulation testing was performed routinely.
- Only 33% of repair shops used written quality standards and were familiar with any type of quality assurance procedures.
- Of the repair shops that used quality assurance procedures, 40% were repair procedure specifications, 25% were test specifications, and 21% were EASA standards. Only 1.5% of surveyed repair shops used any form of quality assurance testing.
- Most of the repair shops viewed resistance testing as a method to evaluate DC electric motor fields only.
- 49% of shops perform a no-load test prior to performing repair and rely upon the tests performed to determine the motor condition.
- Only the largest repair shops had a full complement of test equipment for detailed analysis, including before and after testing.
- 85% of the repair shops had meg-ohm meters, low resistance ohm meters, and AC high potential testers.
- Up to 80% of the large repair shops, up to 40% of medium shops, and under 15% of the small shops had specialty equipment, including dynamometers, core loss testers, three phase watt-meters and acoustic testers; *some of the dynamometers were homemade test beds or used a shaft connected to a brake.
- All the large repair shops, 66% of the medium shops, and up to 20% of the small shops had vibration testers, DC High Potential testers, and surge comparison testers.
If this data doesn’t convince you of the importance of a well-executed vendor qualification process, vendor audit, and repair specification, perhaps this will:
FACT: No two motors (OEM’s) are built the same.
Therefore, to ensure a quality product, every motor re-wind requires a clearly defined specification written specifically for that motor.
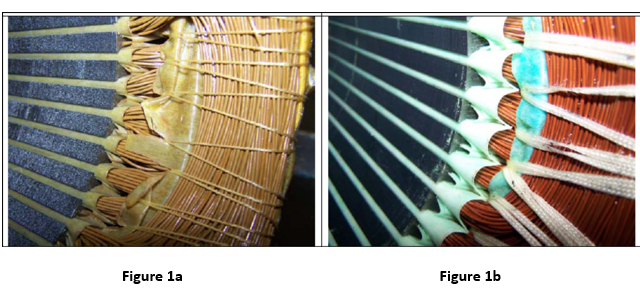
See Figure 1a & 1b Above. Figures 1a and 1b depict stator construction from two different motor manufacturers. In image 1a, notice the small diameter binding as well as the quality (lack thereof) of the laminations. The 1b stator utilizes larger binding material; in addition, notice the resin deposition between the wires. This is good as it forms the coils into a firm mass. You will also notice the quality of the laminations as compared to 1a.
Motor repair specification for a low voltage induction motor (reference – DOE/BP-2748).
Said specification is available from the U.S. Department of Energy’s office of Industrial Technologies of the Bonneville Power Administration.
The DOE repair specification is intended to cover routine repair and re-wind of low-voltage random-wound three-phase AC squirrel cage induction motors. For motors falling outside this description, a more comprehensive specification must be developed.
A repair specification should contain:
- Introduction (Introduction and General Requirements)
- Repair Procedures (Required procedures use in conjunction with EASA Standard)
- Quality Control (Requirements for Calibration, Materials, and Documentation)
- Motor Repair Form (For purchaser to describe the motor’s condition, operating environment, and desired service)
- Glossary
Sections 1-4 are part of the package that accompanies the motor to the service center. The glossary (Section 5) is intended for the purchaser’s benefit and is not necessary as part of the documentation accompanying the motor.
Vendor Quality Surveillance
So far, we have selected and qualified a motor repair shop and developed a specification so we should be good to go right?
Not so fast…
I will quote President Ronald Regan once again – “Trust, but Verify”. Yes, you qualified the shop and most likely developed a good relationship with key personnel. However, that doesn’t give the shop a free hand in performing the rewind – hence, Vendor Quality Surveillance.
What is Quality Surveillance?
Quality surveillance is best defined as on-going monitoring and verification of the status of conditions, methods, procedures, and products, and analysis of associated records to ensure that the established requirements are being complied with.
Quality Surveillance includes Quality Assurance and Quality Control. Quality Assurance and Quality Control are two very closely-related concepts; because of that close relationship, they are often confused, and one is inappropriately used as a substitute for the other.
Quality Assurance is a process-focused concept wherein the processes are put into place to ensure the correct steps are done in the correct way. If the correct processes are in place, there is some assurance that the actual results will turn out as expected.
Quality Control is a product-focused concept, where checking of the actual results are done to ensure that things are as expected. If the correct controls are in place, you can know for certain that the actual results have been achieved because the actual results have been checked.
Quality assurance processes are put in place to provide some comfort that the product is what you want.
These two concepts are not so much at odds with each other, but rather complimentary aspects of an overall quality program that is required in many situations. A company’s emphasis on quality assurance and quality control often depends on the ramifications of an improperly completed product or deliverable.
In Part 3, we will cover the Owners Acceptance Criteria and wrap up this 3 part series!
Electric Motor Repair: How to Manage a Motor Rewind Shop (Part 3)


