Author: Frank Taaning-Grundholm
For several years now pump manufacturers have been working hard to engineer more efficient pumps and adding high efficiency motors to the same pumps to meet the ever increasing demands for higher efficiencies by governments and consultants. This has driven the industry to reach new levels of efficient operation and was certainly to some degree highly needed to root out the poorest of the pumps in the market. It is however time to take a deep breath and look at the real scope of all these efforts.
The world is in dire need of reducing the man-made emissions from all processes, so we can get within the framework of what the International Energy Agency (IEA) has defined as the “2°C Scenario (2DS)”; an increase of the average global temperature by 2°C compared to pre-industrial levels per the Paris Agreement. This is considered a critical threshold, which we cannot exceed, if we are to have any chance of reversing the ever more critical climate changes caused by global warming.
Governments look at these projections and many others to develop legislative measures which will help reach the relevant reduction targets for energy usage. The reductions achieved in Europe based on the focused efforts around small circulator pumps was a big step in that direction and it had a controlled and specific outcome, which lifted the bar significantly and eliminated a lot of very poor pumps from the market. With about 80% of the market for these small circulators being in Europe, it was also a very uniform installation framework, which was approached, making the results more predictable.
When we look at the larger pumps, the diversity of applications, pump designs, system layouts, and controls just increase dramatically. There is not a single other pump type which will provide that same scale of effect, simply because of the significant installation differences.
While roto-dynamic pumps (aka centrifugal or velocity pumps) are the most widely applied type, the differences between each pump type in this category are significant due to the different liquids, pressure, flow, with or without solids, and the high variety in size from fractional horsepower to megawatt.
Of course, we need to define some minimum efficiencies for the various different types and industry organisations such as Europump and Hydraulic Institute are working very actively with the authorities to set relevant and achievable targets.
My point is that if we keep getting pressured to increase the efficiency of a single component in the system, the cost for developing the products will go up significantly; as we approach what is physically possible. The same will happen to the cost of the products, as there will be an increasing need for new materials and improved processes; as tolerances become much more narrow. These are all acceptable sacrifices to a certain point, as long as it supports the common goal in proportion to other alternatives.
One of the alternatives is pushed hard by Europump and is known as the Extended Product Approach. This takes some of the focus away from the pump as a singular component and looks at the complete drive system from wire to water. With this approach a better balance can be made of where to make the most optimum investment to reach a certain efficiency target.
It is however important that also the system gets pulled into the equation and becomes a part of the discussion; but this then becomes exponentially more complicated and approaching ‘impossible to legislate’ in a way that is specific and measurable. The problem is that this is where the most significant savings can be obtained.
I’m often told that several pumping applications don’t benefit from control other than simple On/Off control, and I’m sure there are some applications where this is really true. Fun fact is that the most commonly used example of an application is filling of a reservoir or a tank. Logic being that the pump only needs to run full speed for 2 to 3 hours a day to fill the reservoir; and so applying variable speed control doesn’t make any sense, as the consumption is constant and there is no pressure, which needs to be maintained.
It is indeed a very basic flow application – where you start the pump, fill the tank and stop the pump. So why won’t I just let go and move on to something else, where it does make sense? Obviously, because I strongly disagree on the validity of the example and here’s why:
A pump running at 100% flow for 2 hours would also use 100% energy for 2 hours in order to fill the tank, but would be at standstill for 22 hours. For a 5kW pump, this would be 10kWh energy usage. So what if we start looking at the idle time as an opportunity to achieve lower system energy usage. Let’s say the minimum speed of the pump in question is 30% speed and that there is full linearity between flow and speed (which is of course only theory). This would then mean that we instead could let the pump run at 30% speed to provide 30% flow for 6⅔ hours and we would still fill the tank with time to spare, if variations increased over and above the normal consumption.
What would this do for the energy consumption? Again just applying the theoretical affinity law to the pump, not taking variations in efficiency into consideration, when we are operating at 30% speed, the energy consumption of the pump is only 3%. We are then of course operating longer, so the total energy used is 0.95kWh to pump the same amount of water. Total saving is in other words 80%. While this of course is using only theoretical values, it is obvious that even with variations in efficiencies on motors and pumps factored into this, there is still a substantial savings.
Let’s throw another curve ball to the assumption that filling a tank doesn’t need any kind of control. Several installations have a filter before the tank, and this filter has a maximum pressure it can tolerate. In many cases this causes the pump to be fixed throttled, even in On/Off control. On some smaller waterworks I have visited had this valve at 80% flow, because the pump was too big for the actual required flow and they had dimensioned the new filter to fit the actual needed flow. So continuing On/Off control, but using a variable speed drive to reduce the flow to 80% would immediately save 50% energy; and then, since the drive is already installed, extending operation hours will only improve the operational efficiency.
This is why I think we need to take a step back and evaluate where we get the highest return on investment with the strongest impact on the targets in the shortest possible time to reduce the risk of global warming becoming global heating and changing life on this planet to the worse.
I don’t know how governments can get this factored into their legislative framework, but certainly saving 80% energy on an installation gets us much closer to the target, rather than improving efficiency on a pump from 72% to 74%. Maybe implementing a plan where installation owners who can document operational efficiency improvements of a certain scale don’t have to install super premium products, but instead be allowed to use standard off the shelf products which will typically come at a lower price. Then this saving can be a part of what pays for the added cost to control the application more intelligently.
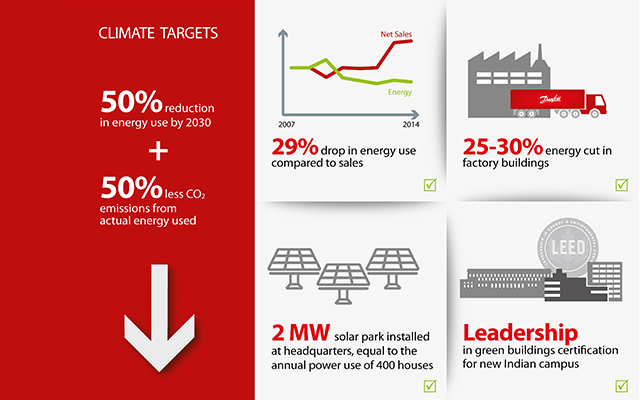
Most of the world’s energy is consumed by industry and buildings. But, according to the International Energy Agency, energy efficiency can deliver 38% of the reduction in greenhouse gas emissions required to slow the rate of climate warming. I work for Danfoss and we made a public pledge before COP21 and set very specific targets for what we as a company have to achieve. We will reduce our energy intensity from 24MWh per USD150,000, which was the level in 2007, to 12MWh by 2030. Average annual reduction in spite of sales increase is expected to be around 3%.
I like a challenge, so if you describe an application in the comments field, which you consider a fixed speed application with no value from variable speed, then I’ll see if I can justify adding variable speed or other means of control to improve operational efficiency. Let’s think outside the box and jointly reinvent how we control our pumps and show we are a driven and committed industry, who can make a difference, because we believe it matters.
If you have a great case of changes implemented, please share those in the comments field as well as inspiration for others.


