Scenario
A gas storage facility in Texas operates a Chicago Pneumatic FE-665A reciprocating compressor working at 896 rpm to process gas reported to be 95% CO2. The facility has traditionally used an aftermarket plate valve purportedly designed for high-speed compressor applications. The customer’s primary concern is to enhance reliability and performance.
Solution
To help the customer reach the next level of compressor productivity, Cook Compression suggested the patented Ring Damped Valve. The design includes an innovative damping ring that dramatically reduces impact forces during valve opening.
Cook designed and manufactured 3.94-inch OD Ring Damped Valves to outfit the compressor’s second stage cylinder, which operates at 496 psig suction and 1,345 psig discharge pressures. Performance of the Ring Damped Valves was measured every 2,000 hours of operation using a Windrock 6320 PA/VA Portable Analyzer.
Results
The improvement in compressor operation was substantial. Evaluation of the data collected revealed that Cook Ring
Damped Valves, when compared to the previous aftermarket valves, exhibit:
- 11% higher flow (MMSCFD)
- 20°F (11°C) lower operating temperature
- 13% better economic performance ($/MMSCF) due to 5% lower energy usage (HP/MMSCFD)
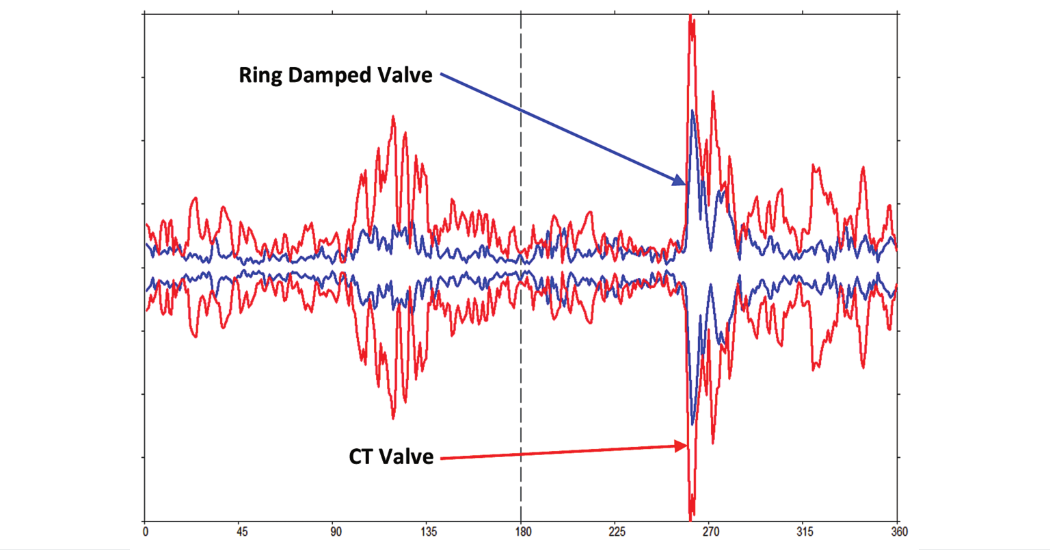
Cook Ring Damped Valves demonstrated lower impact levels (Figure 1) when measured with an accelerometer on the valve caps. This positive outcome, along with lower operating temperatures, has resulted in improved valve life. In fact, Ring Damped Valves have been running for a full year (8,000 hours) without a single operation disruption or degradation in performance. A physical inspection, after removal and disassembly, confirmed no signs of fatigue and no mechanical integrity issues for any of the Ring Damped Valve components.
According to the customer, Ring Damped Valves even withstood a drastic temperature change that typically causes liquids to drop out of the gas and would have made the previous valves fail prematurely.
The Ring Damped Valve’s patented features have proven that a superior level of reliability and performance are within reach.