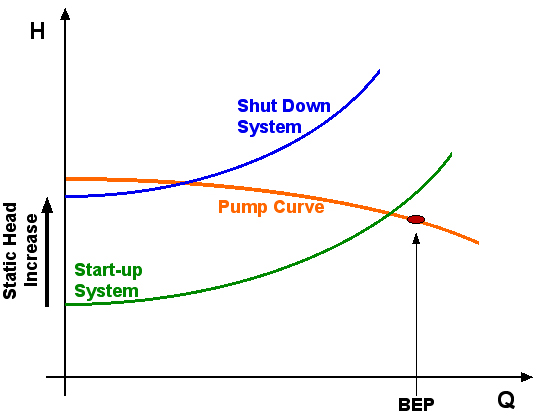
Figure 1 – Static Head Changes
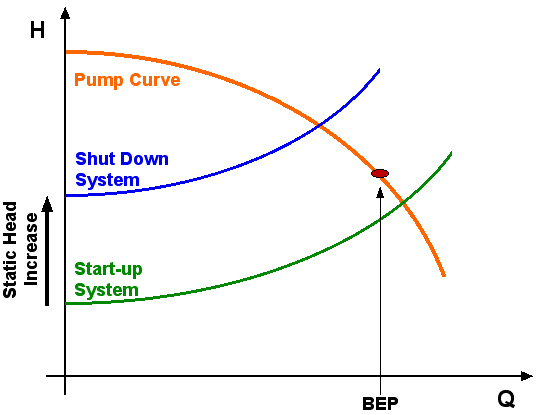
Figure 2 – More Reliable Pump Selection
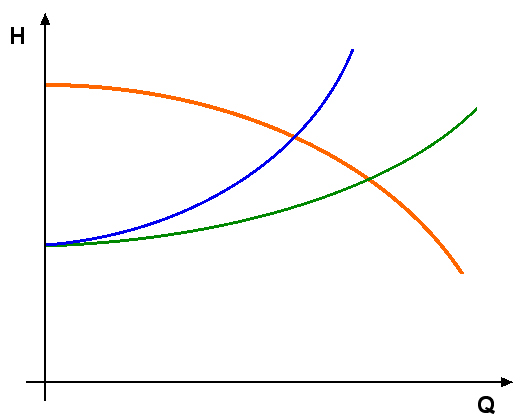
Figure 3 – Friction Loss Changes

Figure 1 – Static Head Changes
Figure 2 – More Reliable Pump Selection
Figure 3 – Friction Loss Changes

Ebara Elliott Energy (EEE), a global leading producer of advanced turbomachinery solutions, and NuScale Power Corporation (NYSE: SMR) (NuScale), the…

On World Plumbing Day, March 11, Taco, Inc. celebrates the plumbing professionals who protect homes and businesses worldwide while helping…

The 2026 WateReuse Symposium brought together nearly 1,400 water industry professionals from across the nation and around the world this…
SEEPEX is excited to announce that, in response to high demand, they are extending their Factory Rebuild Program at their service center in Enon, OH!…
Special purpose pump motor power sensors and controls have been available for over 25 years. Because power levels from pump motors relate directly to pumping…
Nature’s Way Foods needed a more reliable and hygienic way to remove fruit processing waste from high-care production areas. Frequent pump downtime and difficult-to-handle materials…
Highly concentrated bakery ingredients demand precise, repeatable dosing to protect product quality and control costs. This case study highlights how A.B. Mauri achieved fast, accurate…