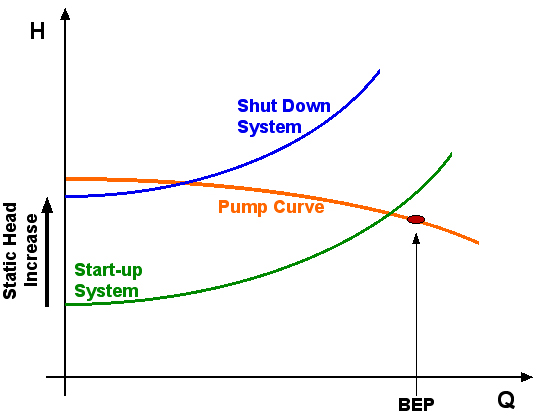
Figure 1 – Static Head Changes
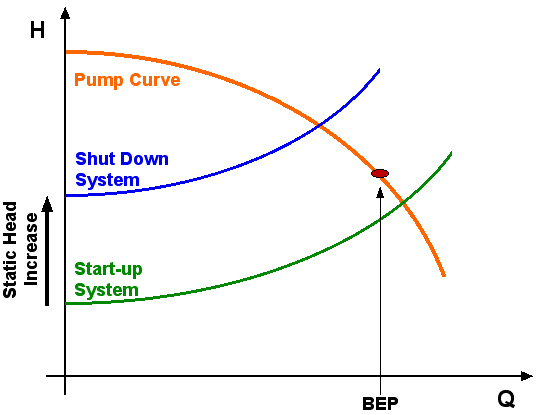
Figure 2 – More Reliable Pump Selection
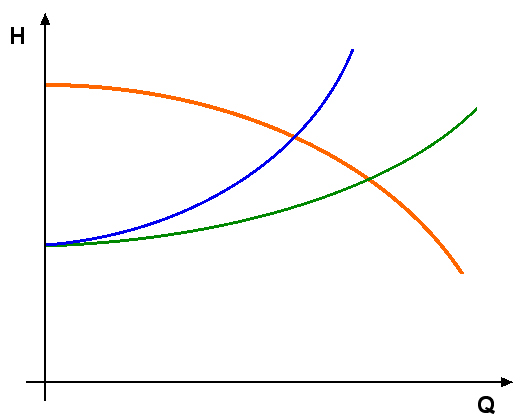
Figure 3 – Friction Loss Changes

Figure 1 – Static Head Changes
Figure 2 – More Reliable Pump Selection
Figure 3 – Friction Loss Changes

Pulp and paper operations create some of the harshest conditions for industrial equipment. High temperatures, abrasive slurries, constant shaft movement,…

When the 2026 FIFA World Cup launches across 11 American host cities, worldwide attention will be on scores, teams, and…

The landscape of water utilities has been notably impacted by digital transformation, becoming an essential tool for modernizing operations and…
Design of a kerosene-oxygen turbopump utilizing a conventional open-cycle system architecture sized to power a 5,000-lbf thrust chamber is described. A conservative design approach tolerant…
Replace any brand progressive cavity pump with a SEEPEX maintain-in-place Smart Conveying Technology (SCT) pump and receive a 3-Year Performance Guarantee on wear parts! SEEPEX…
SEEPEX is excited to announce that, in response to high demand, they are extending their Factory Rebuild Program at their service center in Enon, OH!…
Special purpose pump motor power sensors and controls have been available for over 25 years. Because power levels from pump motors relate directly to pumping…