
When selecting a coating for your pump or pump system you need to understand the various options available with the commensurate “pros and cons” for each type out there. Coatings can be generally classified as either organic or inorganic. Organic coatings often incorporate inorganic mineral and manufactured reinforcements ranging from clay and glass for non abrasive conditions to silicon carbide and aluminum oxide for abrasive slurries. Some are more chemically resistant while others are more resistant to abrasion and impact found in slurries. Some are suited for potable water and some are suited for elevated temperatures. Inorganic coatings can range from glass to thermal spray metals and ceramics. These materials are relatively pure systems and typically utilize thermal fusing as the means to apply and cure into a functional film.
Organic coatings offer a broad range of options from thermoset and thermoplastic polymers to sheet, molded and liquid applied elastomers. These products may be reinforced with inorganic fillers such as glass, ceramics and natural and manufactured minerals to impart handling properties as well as improve wear, corrosion and permeation resistance. They are able to be applied in shop and field environments within a set range of conditions and can yield films ranging from as low as .005” to as much as 1.5” or more. Chemically cross linked, amines cured thermoset epoxies, are commonly used as high performance maintenance coatings and are widely used as pump coatings for corrosive as well as abrasive applications. The specific choice of epoxy and amine will dictate certain chemical, mechanical and thermal capabilities and the reinforcement choice and pigment volume concentration in the film, loading level, will define the wear resistance and handling properties. By increasing the molecular weight of the polymer, and subsequently the reactive functionality, the cross link density upon cure can be increased which imparts higher mechanical, thermal and chemical performance properties. Thermoset materials are generally stronger than thermoplastic materials due to their three dimensional network of bonds (cross-linking), and are also better suited to high-temperature applications up to the decomposition temperature. However, they are more brittle.
Elastomeric organic coatings include rubber and synthetic elastomers such as urethanes and polyureas. These are a subset of thermoset coatings commonly used in pump coatings due to their resilience under impact and ability to withstand abrasive load. Rubber lined pumps may come as a molded liner inserted into a pump cavity. The rubber used to make the liner may be modified by the addition of sulfur which is then cured with steam heat, in a process known as vulcanization, which increases the hardness and chemical resistance of the rubber. Cross-linked urethanes are able to provide better performance in wet slurry systems with corrosive chemicals while rubbers are typically chosen more for dry abrasive load.
The second type of common organic coating used in high performance applications such as pump components and process vessels are thermoplastics. A thermoplastic material softens (becomes pliable and plastic) when heated, but it does not cure or set. A thermoplastic often begins in pellet or powder form, and then becomes softer and more fluid as heat increases. This fluidity allows it flow and “wet out” surfaces for adhesion. As it cools, the thermoplastic will harden in onto the surface to which it has been applied, but there is no chemical curing at work. No cross-links are formed as with a thermoset material. The changes seen in the thermoplastic polymers are purely physical and, with the reapplication of heat, wholly reversible. Because they use processed polymers such as polyethylene (PE), polypropylene (PP), polyvinylidene fluoride (PVDF), and copolymer of ethylene and chlorotrifluoroethylene (ECTFE), the known chemical resistance is a given. Thermoplastics are difficult to reinforce since they are solid at room temperature so, while chemical and thermal properties are well established, wear resistance and other mechanical properties are typically lower than thermoset polymers.
Inorganic coatings are based on non carbon based compounds such as ceramics, glass, and metals such as stainless, nickel, and alloyed metals such as Hastalloy® and Monel®. All these systems are applied by thermal spray method which relies on fusion bonding, requiring high heat to melt the “coating material” supplied as either a wire or in a powder form, and high velocity air or gas to drive the temporarily liquefied material onto the prepared surface, where it cools and fuses onto the surface. As these systems normally apply thin films (<.010”) and when applied they tend to be somewhat porous so it is not uncommon to apply various organic polymer based sealer coats to prevent corrosion at the lower range of applied film thickness. These systems have been shown to provide excellent performance in abrasive and corrosive services though the thin films have limited the longevity of the film in highly erosive/abrasive flow conditions such as pumps with high suspended solids.
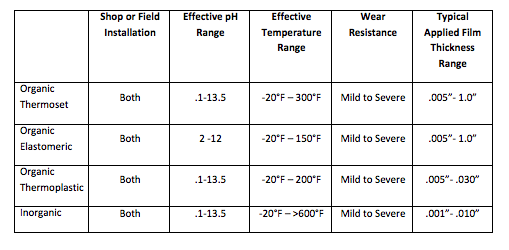
When choosing one coating type over another take into consideration the intended service condition (chemical, mechanical and thermal), the ease and ability to install the coating into a complex geometric shape such as a pump volute and its associated components and the maintainability of the coating. As I stated in my previous blog once a coating is applied it begins an irreversible degradation process and will require some maintenance, or complete re-application, over time. In clear fluid applications ranging from water to concentrated chemicals with <1% suspended solids thermoset and most thermoplastic based liners are well suited as well as most inorganic thermal spray systems . The following simplified table provides basic guidelines for material selection.
In my next installment I will discuss critical factors associated with installing your selected lining and how these factors can impact performance.
To contact me, please email me at Steve.Bowditch@chesterton.com.
About the Author
Stephen Bowditch is the Global Product Line Manager for the A. W. Chesterton Companies ARC Composite Coatings based in Groveland, Massachusetts, USA. He has been employed at Chesterton for 24 years and is a NACE CIP Level 3 inspector, and a SSPC Corrosion Specialist.


