
Sulzer engineers custom boiler feed pumps with updated hydraulic design for 50% less than replacement cost.
Power stations using steam turbines to drive generators are reliant on boiler feed pumps, among several other vital pieces of equipment, to ensure output to the grid matches demand from consumers. Periodic planned maintenance should ensure continued reliability, but as these pumps reach the end of their service lives, the frequency of interventions can increase and even affect the productivity of the plant. One facility in South Korea enlisted support from Sulzer to retrofit four boiler feed pumps after the original equipment manufacturer (OEM) couldn’t supply a cost-effective solution.
After 28 years in service, the original group of four ring-section boiler feed pumps were starting to show their age. Typically, the pumps would have been overhauled every three years as part of a planned maintenance routine. However, more recently, the efficiency of the pumps had started to decrease and vibration levels were rising noticeably.
Designing the best solution
For the maintenance team in the power plant, the increased frequency of interventions was becoming difficult to manage and this situation was compounded by the lack of support received from the local pump OEM. Having established the drop in performance and measured intense vibration at 8 mm/s, the decision was taken to appoint an alternate pump repair specialist.
The owners of the power plant already had considerable experience of Sulzer’s pumps that were installed across a number of their other power generating facilities. The operational performance and reliability witnessed over many years convinced the site managers to request the company to provide a solution to their problems.
Sulzer assembled a team of specialist pump and mechanical engineers to conduct a comprehensive study of the existing installation and to assess the most suitable solution. Having analyzed the condition of the original pumps, the team concluded they had reached the end of their service lives and replacements would be needed.
Best-in-class project management
In terms of time and expense, the best design would be a drop-in replacement that required minimal alterations to the surrounding infrastructure. This proposal would allow Sulzer to design, manufacture and test the new pumps off-site in preparation for a planned outage, during which the pump changeover could be completed. By creating a pump with the same external connections, the time to carry out the switch-over would be kept to a minimum.
Using the measurements taken during the initial investigation, the Sulzer team engineered a fully customized pump with the hydraulic design based on its MD series. The aim was to deliver the same performance with improved efficiency, which was achieved through the optimized design.
In addition to the plug-and-play boiler feed pump, Sulzer also supplied automatic recirculation (ARC) valves, drive couplings, seals and some additional lube oil pipework. The turn-key project saw Sulzer deliver all of the design and manufacturing aspects as well as supplying the ancillaries and civils works, ensuring peace of mind for the customer and enabling the plant engineers to focus on their core operations.
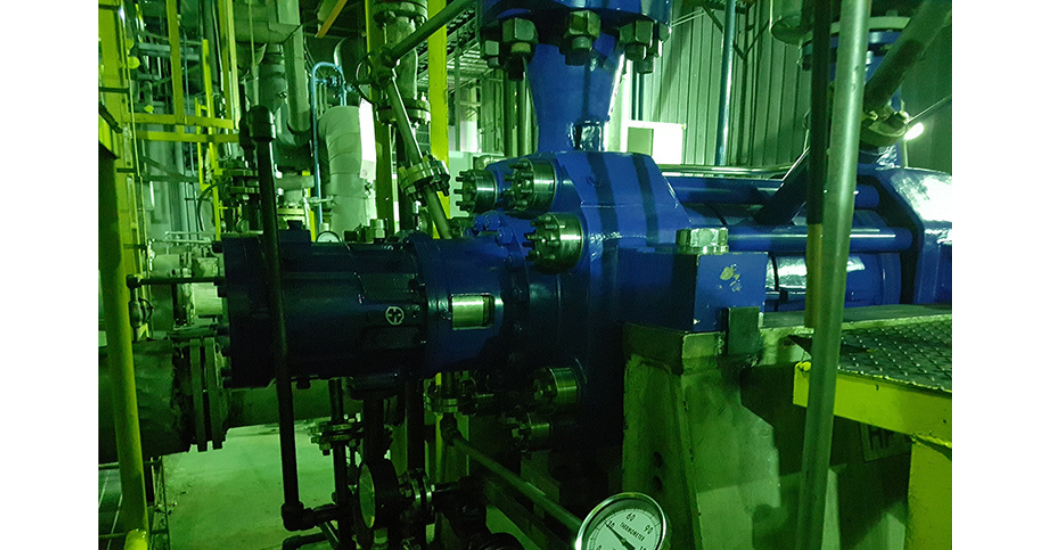
New pumps installed and commissioned.
Two-week turnaround
Once the shutdown was in place, Sulzer’s field service team started the process of removing the original pumps and installing the replacements. The drop-in design enabled this process and the commissioning to be completed in just two weeks, to the great satisfaction of the plant’s operations team.
Although some additional lubrication piping was required, the remainder of the surrounding infrastructure was unchanged. This was in contrast to the proposal from the OEM that would have required considerable changes to the base plate as well as the suction and discharge pipework. In terms of investment, Sulzer’s solution was 50% of the amount required for a new pump replacement from the OEM.
Sulzer’s turnkey solution also included a training package for the operations and maintenance teams that involved both hands-on and theoretical learning that would help maintain optimum performance for the new pumps. However, of greater importance to the power plant was the timeframe in which the project was completed. Achieving the project delivery within the shutdown period was of crucial commercial importance.
Reliability for the future
The custom pumps from Sulzer have been in operation for two years and periodic vibration measurements have consistently returned values of just 2 mm/s – well within the acceptable range and a considerable improvement on the original pumps. Furthermore, the efficiency of the pumps has been greatly improved, thanks to the modern hydraulic design and precision manufacturing.
As with all the other Sulzer pumps in the company’s portfolio, there is full product lifecycle support that includes expert servicing and just-in-time parts supply, which minimizes the spares inventory for the facility. The new boiler feed pumps have ensured uninterrupted operational continuity for the power plant and allowed the maintenance team to focus efforts on other areas in need of optimization.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). The Flow Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.


