The life of any centrifugal pump is based mainly on the lubrication and lubrication practices that is subjected to over its life cycle. Other factors weigh into the equation such as procurement, installation, and alignment. If we do all these items correctly most pump can mechanically last for 5-8 years with no failures. Many factors contribute to an excellent pump lubrication program.
First item on my list is purchasing the correct lube for the pump application. In many operations I find maintenance teams using the same viscosity lube on different RPM applications. This may work if you are using a synthetic lube but does not work well when using most petroleum mineral oil based products. High speed pumps need a low viscosity lube that has the ability to flow into the high velocity components. Low speed applications need a higher viscosity lube to provide a proper lubrication film.
Next we need to look at the cleanliness level of the lube we are putting in the pump housing. The oil film thickness of the lubricant on the bearings of a loaded centrifugal pump can range between 3 to 10 microns based on the pump design and application. Particles larger than this are going to be ground up by the bearing balls and race surfaces. When this happens we are making small micro damage to the surfaces. These will only get larger as we operate and now we may also have small pieces of the bearings, balls, and rollers coming off.
To help correlate these small particles let’s look at some examples. A red blood cell is around 5 micron, so the particles we are trying to control are very small. If you run your finger across the top of a door in your office or house the dust particles you pick up will be around 40 microns in size. These particles will be like boulders in a pump bearing! But I have been in power plants and witnessed lube personnel putting oil in pumps and equipment with open funnels and dirty containers that are covered with 40-100 micron particles. They are also having bearing failures every 1 to 2 years or less.
All new lubes in barrels and buckets contain particles as large as 25-80 microns which are dirty by these standards. New lubes must be filtered and stored clean. Keep lubes that are in the pump housings clean and free of particles. Keep the particles out of the pump housings with good seals, filtered breathers, and by placing clean filtered oil in the unit housing.
Moisture in the lubricant is another issue that can greatly reduce the life of the bearings in a pump. Moisture levels of 1 percent in the pump lubricant can reduce bearing life by 50%. Where does this moisture come from? The moisture comes from a variety of sources. Many times I find it in new oils that are improperly stored by the vendor or the plant. Lubricating oils needs tested and stored correctly to eliminate that opportunity for moisture to get into the lube. This is one of the main reason my company started building the Plug & Play lube storage room to eliminate many of the storage failure modes.
Another source of moisture is from ambient conditions around the equipment. Wash down procedures in food plants and outside conditions can increase moisture levels in the equipment lube. Start up and shut down operations where equipment is started and heats up then shuts down and cools can draw moisture into the lube chamber. Some remedies for this are better seals such as labyrinth style or desiccant breathers can reduce or eliminate this failure mode. Indications of the presence of moisture may be the oil getting foamy or a milky appearance.
Another lubrication issue that I see in many plant operations is higher than required lubricant level in the bearing chamber. The higher levels will increase the oil temperature and cause the oil to oxidize earlier. The higher temperature will also cause the more moisture to be drawn in when the pump is shut off and cools down.
The ideal situation is for the oil to be at the very bottom of the ball or roller. Remember, we are just trying to maintain the 5-20 micron film thickness. Anything higher than this level will just be carried around the bearing or cause the balls to push through the oil. This creates extra heat and uses additional energy. Systems such as oil bulbs must be adjusted correctly to keep the oil level below the center line of the ball or roller. If using sight glasses keep the oil level below the halfway point or near the bottom. The study below shows the effects of increased oil temperature and reduced bearing life due to higher than required oil level in the pump.
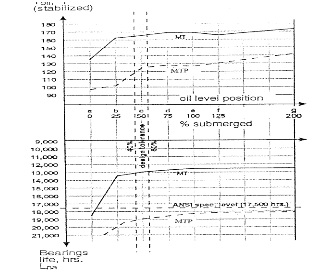
The top half of the chart shows the increase in oil level and how the increase in oil temperature that occurs. This is important because oil life is affected and cut in half by every 20 degree rise in oil temperature. The top half relates to the bottom chart in that as temperature increases viscosity changes and oil life is reduced. This results in a loss of bearing life.
Lubrication Practices to Extend Bearing Life
- Filter all new lubricating oils for pumps to 10 microns Beta 1000 levels
- Develop procedures to keep lube oils in existing pumps to 10microns beta 1000 levels
- Maintain moisture levels in new and existing oils at low levels, less than .1 of 1%
- Develop PM to monitor for moisture by visual or oil analysis methods
- Develop PM procedures to keep oil levels at or below the halfway point on the balls or rollers
- Determine the proper viscosity for the lubricant at operating conditions
- Use better seals on pump shafts to eliminate moisture and foreign material
- Use desiccant breathers on all critical pump applications
- Develop oil analysis procedures for critical pump applications
The same principles can be applied to pump equipment with grease bearings. Keep grease, grease equipment, and grease zirks free from any particles or foreign material.
Terry Harris – Mr. Harris is a Certified Maintenance & Reliability Professional, certified through The Society of Maintenance & Reliability Professionals. Mr. Harris worked in the manufacturing/process industry for 26 years. Most of his time was devoted to maintenance area efforts with most of his career being devoted to improving the reliability of his plant and other US and European locations. Mr. Harris has performed training in the US, and 12 other countries.
Mr. Harris also owns Reliable Process Solutions in which he performs training in the areas of Predictive technologies and Proactive Maintenance techniques. Mr. Harris has developed many Proactive maintenance programs to bring maintenance operations to a more efficient and profitable stage. Many of the training programs teach companies how to make equipment last longer. These methods have been proven to extend equipment life by 3-8 times.