During a planned outage of a two unit, combined cycle power generating facility, inspectors discovered cracking at the interface between the suction heads and guide vanes of the two vertical, mixed flow pumps providing cooling water to the steam condensers. Further, owners of the New England power station wanted to maximize the efficiency of the plant’s circulating water system and possibly operate both units at full power on one circulating water pump (CWP).
Flowserve was engaged by the station owners to assess the system and to develop a plan to optimize the performance of the CWPs. Consistently operating these pumps at their best efficiency point (BEP) would reduce energy consumption and significantly extend the mean time between planned maintenance (MTBPM). The immediate problem of the cracked suction heads was addressed by modifying the guide vanes. This would allow enough time to perform the system assessment and to eventually replace the suction heads and re-rate the pumps as needed.
Inspection of two CWPs during a planned outage at a two unit, combined cycle power station revealed cracking at the interface of the suction heads and guide vanes. Further examination revealed the guide vanes were oscillating during operation, causing the pumps to vibrate significantly. It was clear the suction heads would need to be replaced. Because the pumps were operating well below BEP, however, the station operators hoped to incorporate the pump repair into a larger project of maximizing the efficiency of the entire circulating water system. And, if possible, the station operators would like to have the flexibility to operate both units at full power on one CWP.
Station operators asked Flowserve to develop a plan that would address:
• The short-term need to stabilize guide vanes
• The long term desire to maximize system efficiency and increase operational flexibility
A Systems Approach
To address the long-term goals, Flowserve engineers proposed a comprehensive assessment of the entire circulating water system. The results of this assessment would provide the New England power station with the best operating conditions for the circulating water pumps, enabling them to operate at BEP. To stabilize the guide vanes while the assessment was being performed, Flowserve engineers recommended the guide vanes be cut back to approximately 1/3 of their original length and ground smooth. In addition to buying time, this action reduced CWP vibration levels as the vanes were no longer oscillating during operation.
Findings
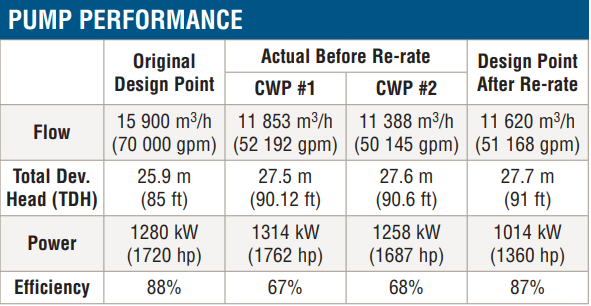 In conducting the assessment, Flowserve engineers employed a variety of instrumentation to collect data points for pump flow, discharge pressure, supply and return temperature, vibration and for power usage. Flowserve IPS Wireless™ technology was used extensively. Tests confirmed both CWPs were performing well below the OEM design curve and at lower efficiency. They were also operating back on their curves away from BEP, which led to degraded equipment performance and a shorter MTBF than expected.
In conducting the assessment, Flowserve engineers employed a variety of instrumentation to collect data points for pump flow, discharge pressure, supply and return temperature, vibration and for power usage. Flowserve IPS Wireless™ technology was used extensively. Tests confirmed both CWPs were performing well below the OEM design curve and at lower efficiency. They were also operating back on their curves away from BEP, which led to degraded equipment performance and a shorter MTBF than expected.
Flowserve engineers employed hydraulic modeling to evaluate the station owners’ desire to operate both combined cycle power generating units at full power on one CWP, but it was determined to be impractical. To achieve the required flow and TDH in the one pump scenario would require a driver in excess of 2237 kW (3000 hp). To sustain both units at full power on a single CWP would necessitate new pumps and drivers.
Results
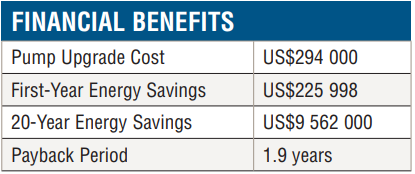
After performing a life cycle cost analysis, Flowserve engineers recommended re-rating the CWPs to an operating design point and corresponding BEP that more accurately reflect service conditions when both generating units are operating at 100% power. As a result, pump efficiency increased approximately 23%. The approximately US$800 000 upgrade also included new suction heads for each pump.
Life cycle cost calculations projected the CWP hydraulic upgrade investment would be recovered in approximately 1.9 years through energy savings alone. Over 20 years continuous operation, the energy savings is estimated at more thanUS$9.5 million. In addition, more efficient operation will reduce wear on mechanical parts, leading to extended MTBPM. The current inspection/maintenance interval of four years is expected to increase to six years, a 50% improvement.