When municipalities are in the market for a new pump system there are many cost factors that need to be considered. Efficiency and acquisition cost of the drive system are generally the easiest to identify, but the one that is most often over looked is the Life Cycle cost of the system.
The life cycle cost of a piece of equipment is defined as the sum of all costs associated with that equipment from the day it is purchased throughout its entire operating life. The costs that would need to be calculated together would comprise of; the acquisition cost of the system, which includes the cost of all components of the drive system; installation and construction cost; operating costs of items such as spare parts inventory; maintenance personnel training and downtime cost. The need to compare the life cycle cost as a case by case between Eddy Current and other drive systems is important to make the final bottom-line decision. By selecting a drive which performs well and has the lowest cycle cost, will present the opportunity for increased profitability.
Acquisition and Operating Costs
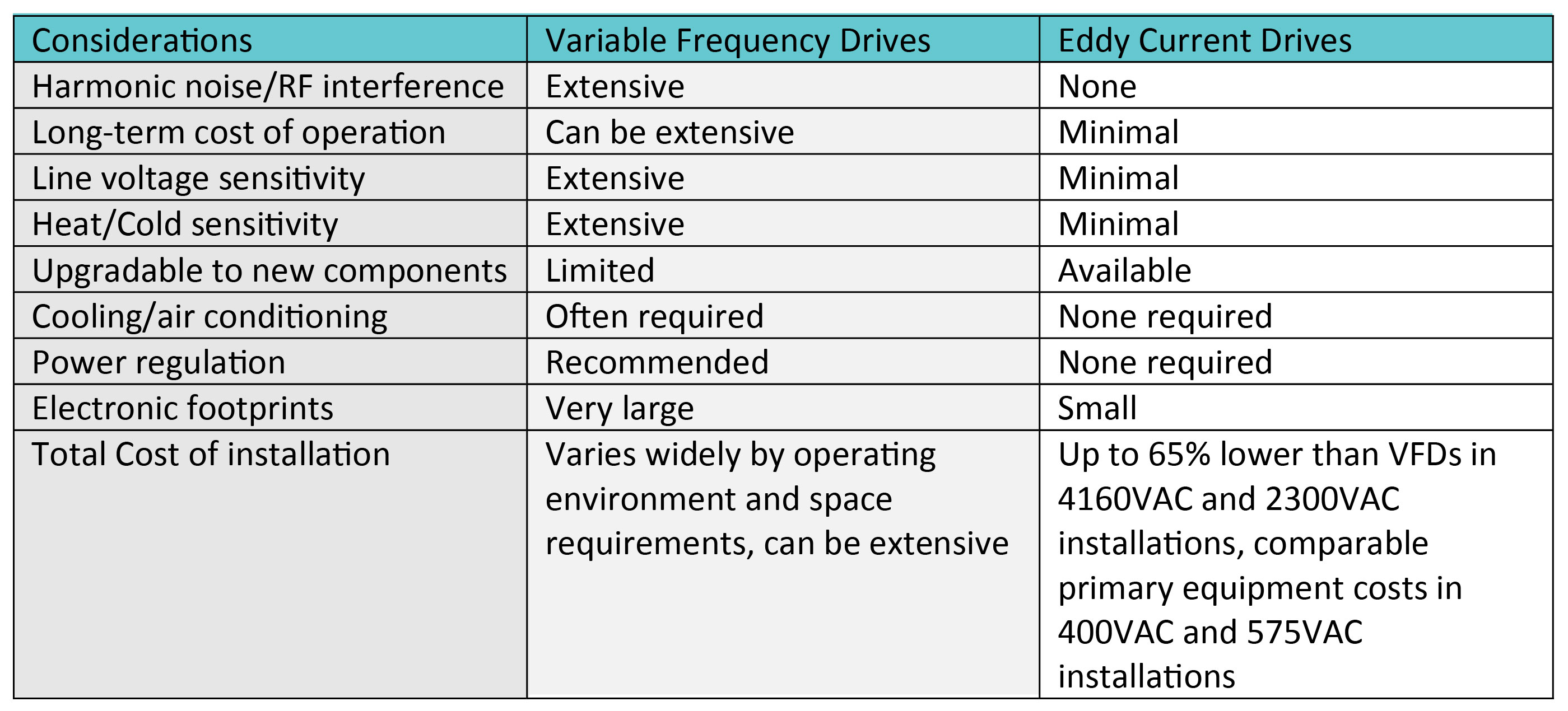
In comparison to VFDs, Eddy Current drive systems may have higher acquisition costs, in some common instances. However, higher horsepower applications may require voltages of 2300 or 4160, in which case ECDs and VFDs will be quite comparable in cost. Larger applications at any voltage often require the addition of air conditioning to cool the VFDs, and possibly the need to add space to a facility to accommodate the large space required to house large VFDs. When these factors are considered, an Eddy Current Drive solution may well be lower first cost.
Since they are inherently a simple design, ECDs employ fewer power handling or additional components. This is because Eddy Current only has two power conversion items, the motor and the clutch. In general, the motor starter can be connected directly to the plant power distribution system that is appropriate for its HP rating.
Variable frequency drives with full power solid state conversion units generally require a full rated isolation transformer because they frequently require isolation to minimize the effects of harmonic distortion on the power system and protect the motor from harmful common-mode voltages In contrast, the controller for the Eddy Current drive is a low power unit which may be connected to any 115/230/460 single phase power source. In some applications, variable frequency drive systems, are typically oversized to insure enough torque is available and require inverter duty AC motors and special motor power cables. All this adds significant cost and decreases operating efficiency. Considering these factors, the acquisition cost of an VFD drive systems can be 20% over that of eddy current drive system.
Because each drive type has different system components: foundations, wiring and cooling costs may also vary, adding to the overall installation cost. VFD controllers are generally packaged in large NEMA I convection or forced air cooled enclosures which are susceptible to contamination. VFD controllers and their associated transformers require additional floor space and installation labor. Often it is necessary to locate the conversion units remotely due to floor space limitations and even at times in their own specially constructed “clean room” or separately cooled spaces. Eddy Current controllers are small and can be located adjacent to the drive to minimize inter-connect wiring. When the environment dictates, they are easily packaged in totally enclosed NEMA 12 cabinets.
Minimize Downtime and Maintenance
One of the primary objectives of any plant is to minimize downtime and maximize the availability of the machinery to perform its intended function. It is often difficult to assign a cost to machine downtime. However, these costs are real and must not be ignored. One must consider the following items in determining the appropriate costs per hour of downtime for a situation.
- Loss of profit on un-produced product
- Operator idle time
- Overhead cost adjustments
- Maintenance and repair costs – both preventative and corrective
Downtime cost can easily run from several hundred to several thousands of dollars per hour. Considering the inherent simplicity and increased reliability of the eddy current drive, thousands or even tens of thousands of dollars can be realized from reduced down time annually.
Maintenance and repair costs are major contributors to the cost of downtime. In order to properly evaluate these costs, the following items must be considered for each drive type.
- Cost of spare parts inventory
- Skill level of repairmen
- Equipment needed for repair
- Complexity of drive components
- Ease of trouble shooting and repair
 Simplicity is obviously the key to minimize costs in these areas. The Eddy Current drive can readily be serviced by normal plant maintenance personnel using basic trouble shooting techniques and equipment. Maintenance requirements consists of simple bearing lubrication. The controller, which typically consists of a single printed circuit board, requires no maintenance. Since one controller can operate drives from 1/4 to 200 horsepower, spare parts inventory costs are kept to an absolute minimum.
Simplicity is obviously the key to minimize costs in these areas. The Eddy Current drive can readily be serviced by normal plant maintenance personnel using basic trouble shooting techniques and equipment. Maintenance requirements consists of simple bearing lubrication. The controller, which typically consists of a single printed circuit board, requires no maintenance. Since one controller can operate drives from 1/4 to 200 horsepower, spare parts inventory costs are kept to an absolute minimum.
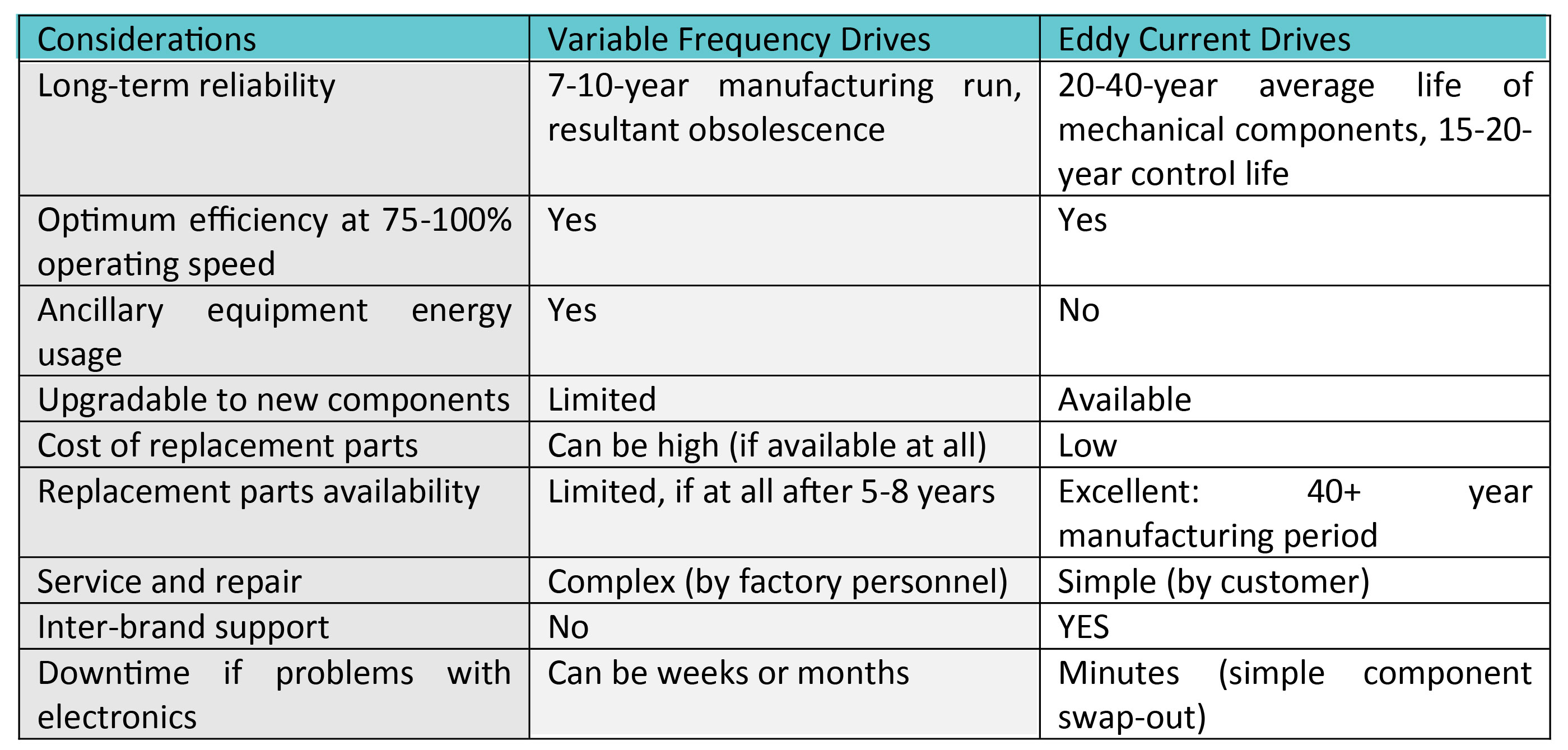
Another consideration is the cost of replacement parts 5 or 10 years after the system is installed. With the rapid changes in solid state electronics, controllers become obsolete approximately 4-5 years after introduction. Unfortunately, this occurs at a time when these controllers are increasingly more susceptible to printed circuit board failures. Since the eddy current controller consists of a single printed circuit board, if replacement parts become unavailable, an entire control can be replaced for relative low dollar amount for drive systems up to 200 horsepower.
Since many users expect a drive system to last 10 to 15 years, repair boards for vintage systems can easily cost three times what they cost just a few years earlier and may be unavailable for quick delivery at any cost. This frequently leads to the user replacing the entire system much sooner than anticipated adding thousands of unexpected dollars to the life-cycle costs.
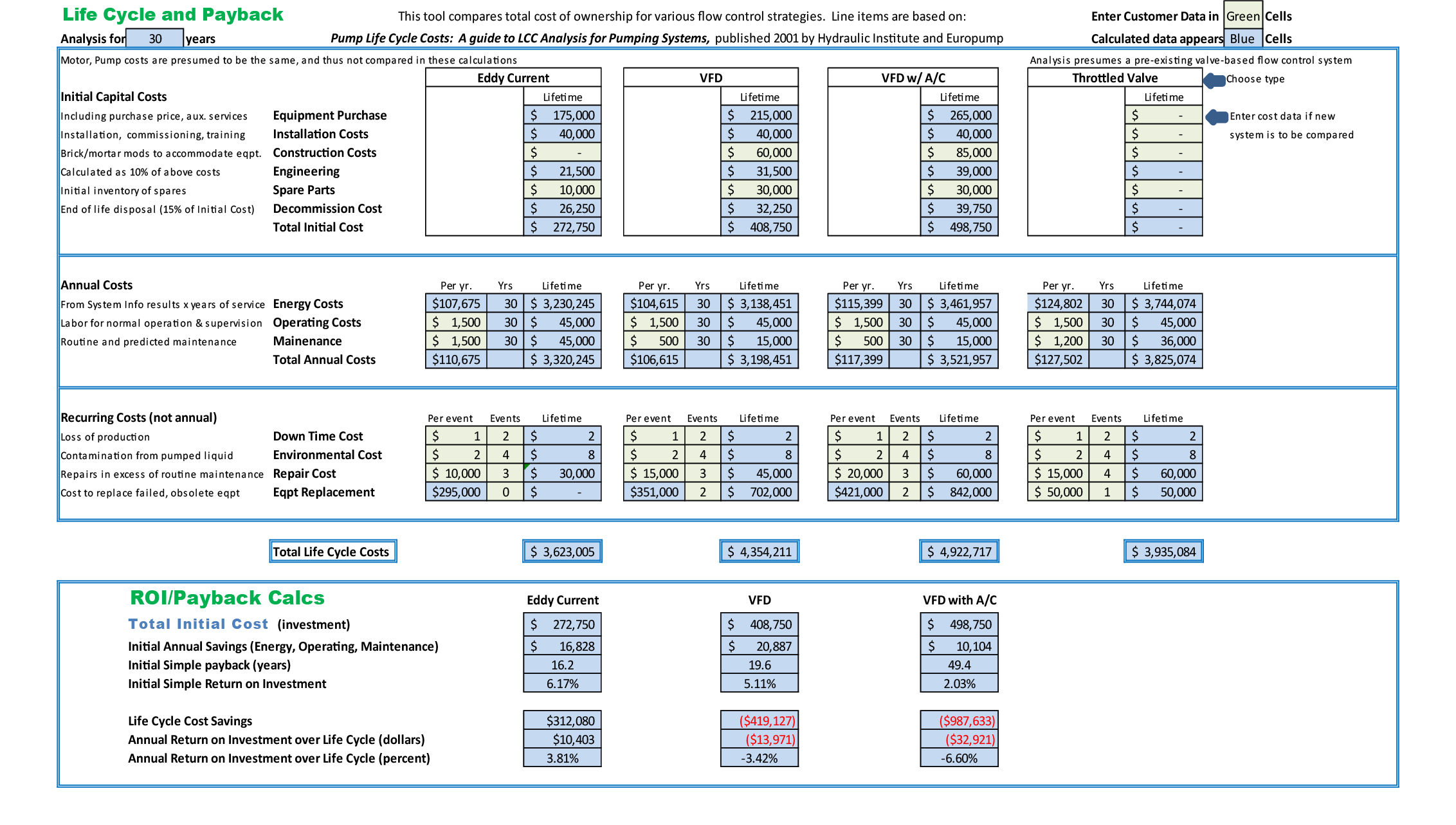
Life Cycle Cost Paybacks
After calculating the life cycle cost of the pump system, there is always the opportunity of return on investment (ROI). When choosing the correct drive system for the application, can have municipalities saving considerable amount in annual paybacks. As shown in the chart below of Life Cycle Costs calculations of a pump drive system data, between an Eddy Current, VFD and VFD with cooling requirements, the eddy current is shown to have the lower Life Cycle Cost and an annual payback of about $10,000 or a 3.81% ROI.
 For decades, Eddy Current drives have outlasted other drive systems in a wide range of wastewater applications. Eddy Current rugged and reliable clutch design is highly tolerant of fluctuations in power quality. Unlike VFDs, eddy current drive systems produce virtually no harmonic noise into the electrical system or onto the utility grid. By comparison, VFDs continue to be complex devices bearing higher ownership costs with shorter product life cycles. These significantly higher costs are attributable to quicker VFD product series obsolescence, faster parts obsolescence and earlier forced product replacements.
For decades, Eddy Current drives have outlasted other drive systems in a wide range of wastewater applications. Eddy Current rugged and reliable clutch design is highly tolerant of fluctuations in power quality. Unlike VFDs, eddy current drive systems produce virtually no harmonic noise into the electrical system or onto the utility grid. By comparison, VFDs continue to be complex devices bearing higher ownership costs with shorter product life cycles. These significantly higher costs are attributable to quicker VFD product series obsolescence, faster parts obsolescence and earlier forced product replacements.