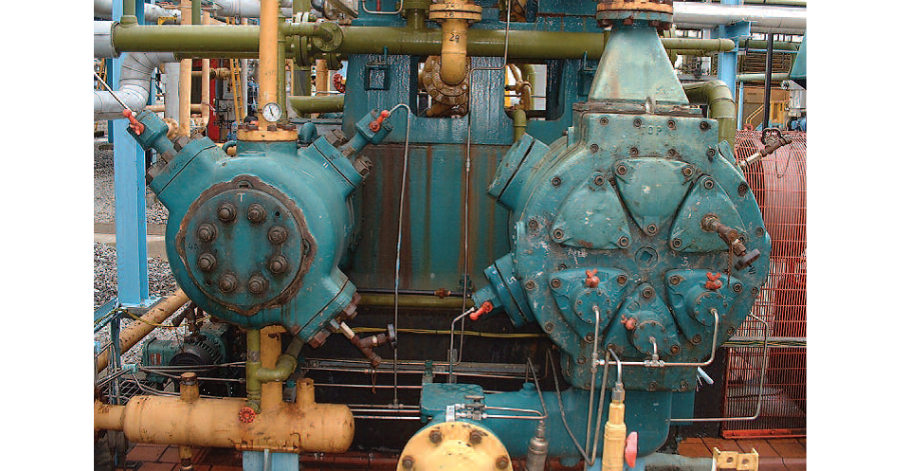
An above-ground liquid natural gas (LNG) storage site in the UK has a number of compressors in boil-off gas service. The Alley BOP234 machines are high-speed, short-stroke units that were installed in the late 1960’s and early 1970’s.
 Compressor Valve Engineering (CVE) – one of the original operating units that became Cook Compression in 2007 – has a long history with this customer and these machines. Approximately 10 years ago, CVE performed a polymer conversion on the plate valves. The procedure was an unqualified success, with valve life growing from 2,000 to 17,000 hours.
Compressor Valve Engineering (CVE) – one of the original operating units that became Cook Compression in 2007 – has a long history with this customer and these machines. Approximately 10 years ago, CVE performed a polymer conversion on the plate valves. The procedure was an unqualified success, with valve life growing from 2,000 to 17,000 hours.
Years later, the story took a dramatic turn. Seemingly without explanation, the compressors began to experience a spate of valve failures after short run times. The customer turned to Cook Compression for help.
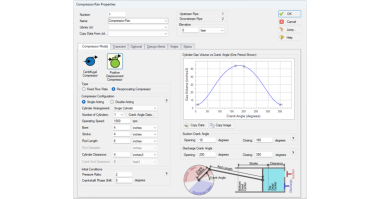
Cook Compression immediately began to investigate, using proprietary valve design software that had been radically improved since the original valve conversion a decade ago. Although a few design specifications could be “tweaked” for better performance, the basic conversion was sound.
The next step was to conduct condition monitoring and analysis. Data was captured using a portable performance analyzer. The discharge valves were equipped with Cook Compression valve indicator ports, which simplified the job of acquiring data.
Analysis of the data showed that the valves were “noisy” (leaking) and the most probable cause was contamination in the gas stream.
The design study confirmation and the condition monitoring analysis were presented to the customer, who conducted an internal investigation for the cause of the contamination.
As it turns out, operators were using boil-off gas to dry items they had been washing! The gas was then being put back into the system – along with debris from the items which had been washed and dried. Stopping that practice and replacing the valve internals restored the valves to their normal, extended service intervals.