Water scarcity is more prevalent in certain regions around the globe. However all process operations can benefit by the reduction of costs associated with conditioning water for usage within their processes as well as re-conditioning water for further use within the process or disposal of the water.
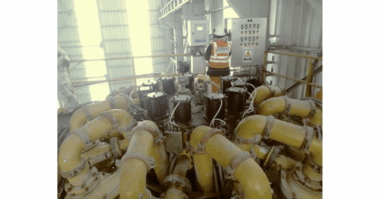
One industry that is often challenged by water usage is the mining industry. Most mines are not located near large bodies of water and water is often at a premium within mining regions. Regardless of whether ample water exists there is still a cost to conditioning new water and processing water that has been through the customer’s process. The example I will use is a typical mining process. The mining industry mines rock and then crushes the rock in ball mills to make a powder. Then water is added to the powder to make a slurry. The slurry is processed through multiple stages to liberate the valuable metal ore from the created slurry. During the processing stage mining companies utilize large thickeners; at the bottom of those thickeners may be a variety of pumping technologies.
A common type of pumping technology utilized at the bottom thickeners is centrifugal pumps. These are not usually basic pumps but rather the pumps are typically completely rubber lined to protect against the abrasive nature of the slurry. As well the rubber lining helps to protect against the corrosive nature of the chemicals that are used in the mining process. A typical centrifugal pumps slurry at approximately 30% solids. So if a typical mine is processing 100 tons of ore per hour they will require 233 tons of water to make the slurry of 30% solids. So in essence the mine will need equipment capable of processing 333 tons of slurry per hour.
A differing pumping technology that may help to drastically decrease water usage is a peristaltic pump. Peristaltic pumps are capable of pumping 60 – 80% solids. So given the same scenario a mine that is producing 100 tons of ore per hour would only require an additional 54 tons of water to move this slurry onward. A peristaltic only requires approximately 25% the water that is required by a centrifugal pump. So if the mine is using a centrifugal pump they will require roughly 2 million gallons of water per year to process the ore. By utilizing the peristaltic pump the mine would only require approximately 500,000 gallons of water to process the ore creating a savings of roughly 1.5M gallons of water required. Using conservative figures for the cost of the water required will result in a savings of more than $200,000 annually. If the peristaltic pump is used to pump up to 80% solids then the water required is reduced to 400,000 gallons or less of additional water and the savings on processing this additional water can be as high as $240,000 annually.
In addition to the savings of water required there are several other savings which will be achieved by using a peristaltic in lieu of the centrifugal pump. The energy required to pump 333 tons of slurry per hour by a centrifugal pump will be roughly double the energy required to pump 135 tons per annum by a peristaltic pump. Using conservative figures and efficiency rates the savings in energy consumption would be reduced by approximately $35 – $40K by utilizing a peristaltic compared to a centrifugal pump. The two other savings are achieved by reduction of size of process equipment to process the lower volume of slurry. Elimination of a single stage of filtration due to higher slurry concentration and less total slurry would reduce costs an additional $50 – $100K of filtration equipment. Peristaltic pumps are also seal-less and thus do not utilize additional water for the gland seals and also do not allow leakage to occur from the pump.
Peristaltic pumps are gaining popularity in mining as well as many other industries for the many reasons stated above especially for pumping highly concentrated slurries. The advantage of a peristaltic pump is that there is only a single hose that is in contact with both corrosive and highly abrasive slurries. That hose is typically the only wearing part in the pump. So the hose pump is both more simple to repair and much less costly than centrifugal pumps.
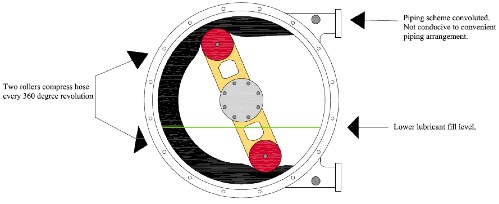
The Achilles heel of certain types of peristaltic pumps has been the relatively short hose life. Peristaltic pumps have been in existence for more than 80 years. Rubber technology has advanced drastically in those years. Until recently the design principle of peristaltic pumps remained unchanged. Most peristaltic pump designs are designed such that there is a fixed rotation point in the center hub of the pump. Then the two arms protrude from that point to the hose and at the end of the arms there are either a shoes or rollers that are used to compress the hose. There are always two shoes or two rollers that compress the rubber hose 2 times every 360 degree revolution. The number one factor in determining the life of the hose in a peristaltic pump is how many times the rubber hose is compressed.
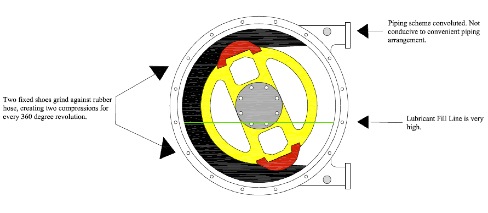
Figure 1. Shoe design depicting center rotational point with fixed shoes at end of arms

Figure 2. Fixed rotation point with rollers at end of arms
The latest advancement in peristaltic pumps is the utilization of cam and a roller that is offset from the center rotation point. This design incorporates a single roller that compresses the rubber hose once every 360 degree revolution. The result is that the hoses more than double the previous hose life in every single application. And often times the hose life if 3 – 5 times longer than previous hose pump designs.
 Figure 3. Cam shaft peristaltic pump with offset roller that compresses the hose only 1 time per every 360 degree revolution
Figure 3. Cam shaft peristaltic pump with offset roller that compresses the hose only 1 time per every 360 degree revolution
The reason this new design improves sleeve lifetime so drastically is that it eliminates the friction caused by other designs, as well as reduces the number of compressions by 50%. Fixed shoe designs create significant friction when the sliding shoes ride over and compress the rubber hose. The manner in which shoe designs combat this friction and heat is they place a large amount of glycerin in the pump housing to dissipate the heat. Regardless of placing a large amount of glycerin in the housing the heat still contributes to the damage created and the relatively short hose lifetime of shoe design peristaltic pumps. A cam offset shaft peristaltic pump utilizes a small amount of glycerin for light lubrication. A 2.5” shoe design pump will utilize approximately 5 gallons of glycerin where as a cam shaft offset roller 2.5” pump will only use about ½ of a gallon of glycerin. Particularly in larger diameter pumps the motor size is also smaller with a cam shaft offset roller design thus reducing energy consumption.
All of these new features generate significant savings and improve reliability for users. Below in Figure 4 is a side by side maintenance cost comparison of a shoe design compared to a cam shaft offset roller design.
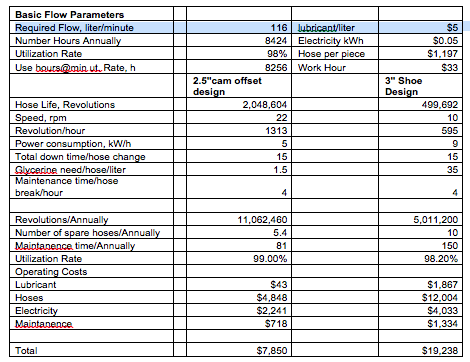
Figure 4.
You will notice in Figure 4 above that a 2.5” cam offset shaft pump was used to produce the same flow as a 3” shoe design peristaltic pump. You may also notice that the 2.5” cam offset shaft pump is running at 22 rpm compared to 10 rpm for the 3” shoe pump. Yet the hose lifetime of the cam offset shaft pump is more than 4 times longer than the shoe design pump. Ultimately you will notice the 1 year operating costs of the cam offset shaft pump is $11,388 less than the shoe design.
In conclusion peristaltic pumps should be given serious consideration when pumping viscous slurries. A peristaltic pump may be an excellent choice for pumping corrosive mediums due to the hose being the only component in contact with the medium. The use of exotic alloys in some cases can be completely eliminated. When there is a need or desire to save costs regarding water usage a peristaltic may be the best type of pump to consider. The newer designs of peristaltic pumps have helped to improve pump reliability and reduce operating costs thus making them a more likely choice for pumping slurries with high solids content.
For more information, visit Flowrox.us