49% overall improved efficiency with Vaughan Rotamix
Fairfield-Suisun Sewer District (FSSD) in California installed a Vaughan Rotamix® hydraulic mixing system next to an identical anaerobic digester with a 7-year-old gas mixing system. Rotamix® installation was completed in Sept, 2010. This opportunity allowed the District to directly compare Rotamix vs. gas mixing in their very well instrumented digesters, which handle predominantly primary and thickened waste activated sludge. The digesters are identical 95 ft (29m) dia, 1.76 million gallons (500 m3) conical floor units.
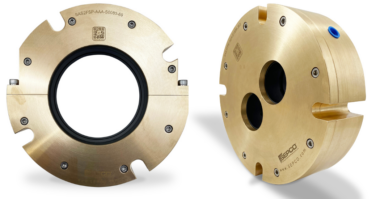
Various parameters in both digesters have been carefully monitored for more than 8 months, from Feb. 21, 2011 to Nov. 2, 2011. Rotamix® uses a 100-HP chopper pump pumping into a total of 10 mixing nozzles arrayed on the floor of Digester 1, while the gas mixing system uses a 60 HP compressor sending compressed biogas to floor diffuser nozzles in Digester 2. The Rotamix® nozzles as installed on the floor of Digester 1 are shown below.
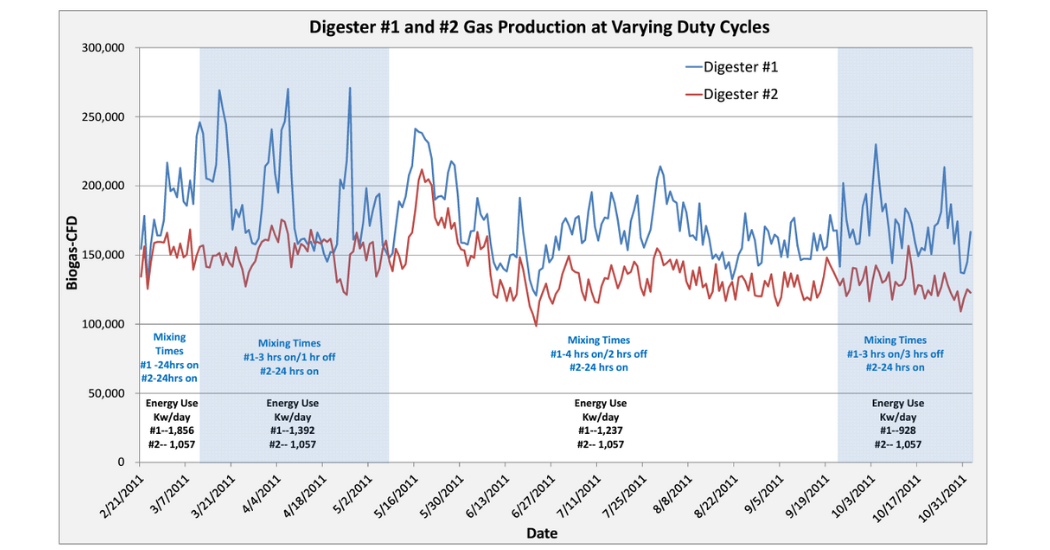
 Over the course of 8 months the plant has experimented with running the Vaughan Rotamix® mixing system on various reduced duty cycles to save on power costs: first 3 hours on, 1 hour off, later 4 hours on, 2 hours off, and then more recently, 3 hours on, 3 hours off (50% duty cycle). The FSSD operators have found no degradation in performance of the Rotamix® system by varying duty cycle from 100% to the current 50% operating scheme. However, the 50% duty cycle cut the Rotamix® power usage in half, reducing Digester 1 mixing system power demand to 12% below that of Digester 2. Gas mixing systems are typically operated continuously.
Over the course of 8 months the plant has experimented with running the Vaughan Rotamix® mixing system on various reduced duty cycles to save on power costs: first 3 hours on, 1 hour off, later 4 hours on, 2 hours off, and then more recently, 3 hours on, 3 hours off (50% duty cycle). The FSSD operators have found no degradation in performance of the Rotamix® system by varying duty cycle from 100% to the current 50% operating scheme. However, the 50% duty cycle cut the Rotamix® power usage in half, reducing Digester 1 mixing system power demand to 12% below that of Digester 2. Gas mixing systems are typically operated continuously.
As Digester 1 has stabilized, the most current operating period from Sept. 22 to Nov. 2, 2011 shows 31% more methane produced by Digester 1 (Rotamix®). This methane is used for energy generation to supplement plant power use.
Based on the Sept-November measurements, Digester 1 (Rotamix®) is generating 102,395 BTU output per KW input daily while Digester 2 (gas mixing) generates 68,546 BTU output per KW input daily. This represents a 49.4% increase in overall efficiency of the Digester 1 mixing system vs that of Digester 2.
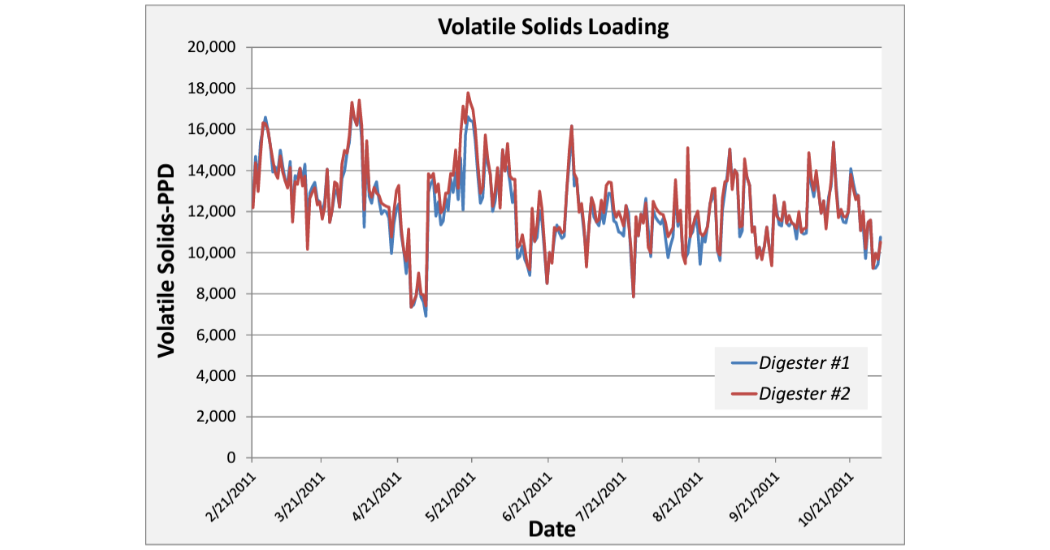
Volatile solids loading to both digesters is essentially equal within 2%. (Dig. 2 VS loading is 2% higher). Typical VS loading is around 50 lbs per day of volatile solids per 1000 cubic feet of digester volume. This is a somewhat lower loading rate than digester design capacity but considered fairly typical.
 Volatile solids reduction rates average 64.5% for the two digesters over the Sept-Nov 2011 period and are equal within 2%. After about 6 hydraulic retention time turnovers since Rotamix® installation, Digester 1 VS reduction rates have been steadily approaching the VS reduction rates of Digester 2.
Volatile solids reduction rates average 64.5% for the two digesters over the Sept-Nov 2011 period and are equal within 2%. After about 6 hydraulic retention time turnovers since Rotamix® installation, Digester 1 VS reduction rates have been steadily approaching the VS reduction rates of Digester 2.
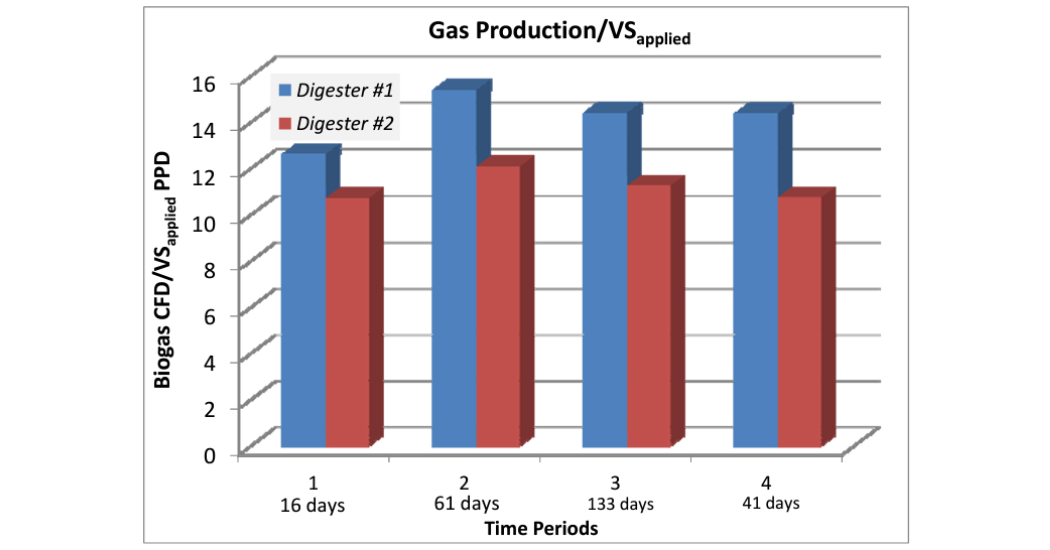
Rotamix® (Dig. 1) produces 31% more methane at 49% higher overall efficiency with essentially the same VS loading and VS destruction compared to gas mixing (Dig. 2). We believe that the considerable shearing of substrate by the Vaughan Chopper pump combined with the higher active volume mixing of Rotamix® increases biological activity and results in higher methane production.