It’s a well known fact that most pumps wear over time and as they do their efficiency and performance values erode. The rate of wear can be accelerated by various elements including but not limited to;
- improper sizing at time of selection
- improper operation (insufficient NPSH, discharge throttling)
- the presence of erosive or abrasive suspended solids
- the chemical nature and temperature of the fluid media being pumped
As wear occurs, and critical tolerances are reduced, efficiency and performance factors start to be impacted, eventually leading to the decision to take the pump out of service for maintenance. At this point most pump suppliers recommend spare parts replacement, sometimes including upgrading metallurgy, yet in many cases these pumps can be returned to service for a fraction of the spare parts replacement cost with equivalent, or even better results, by utilizing composite materials based on reinforced high molecular weight polymers.
Corrosion is a fairly common electrochemical mechanism widely seen in industry. The primary reason iron or iron based steels corrode is that elemental iron (Fe), i.e. the condition of iron as it exists after it has been reducedfrom its ores, is thermodynamically unstable. Free iron does not exist in nature by itself, but rather it is usually found with other elements such as oxygen (O2) and sulfur (S). In order to change iron from its naturally occurring oxidized state it is necessary to force a large amount of energy through the refining and milling processes. This energy is then stored in the metallic iron. The laws of conservation of energy, the first law of thermodynamics, state simply that the energy balance must be restored by returning this unstable metal to its naturally occurring oxidized state. In a cast iron pump this occurs through the naturally occurring and repetitive process of corrosion/erosion. The metallic iron which is alloyed into the casting naturally oxidizes into FeO2 (iron oxide). This weakly adhered layer is disassociated from the base metal and is therefore easily washed away by turbulent flow.
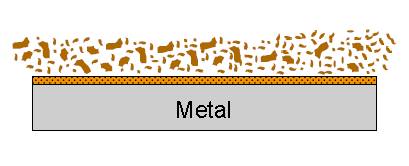
The process repeats itself as the freshly exposed iron based surface passivates itself through the electrochemical reaction we call corrosion. If abrasive solids are present in the fluid then erosion accelerates the iron oxide removal process and the total cycle is accelerated.
If chemically aggressive fluids (conductive electrolytes or oxidizing acids) are being pumped the corrosion cycle can be accelerated as well providing and additional impetus to the rate of attack.
Asset Management
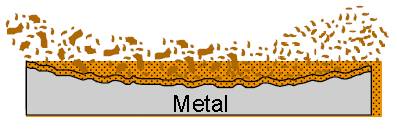
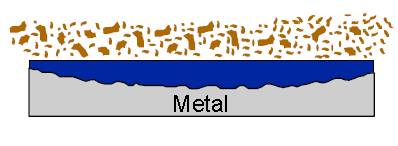
With this principal in mind, and in order to prevent pump wet end wastage, it would seem logical to provide a corrosion and erosion resistant engineered surface coating to the hydraulic passages of the pump which can prevent corrosion from occurring and resist erosive flows. The coatings must be non-conductive (dielectrically insulative), of a sufficient density and porosity to resist iron ion transfer and capable of resisting the range of chemical fluids being pumped at operational temperatures. If the proper coating is selected and applied, always allowing for the manufacturers specified clearance tolerances, the service life (MTBR) can be extended and overall life cycle cost of the pump can be reduced by virtue of retarding the corrosion/erosion cycle and reducing spare parts carrying costs and associated lead times.
An example of repairing and upgrading a pump incorporating materials such as these occurred recently in an of shore oil rig application for a sea water booster pump. The horizontal split case pump was used to pump seawater down the drill hole to increase well head production. Over nearly 10 years the pump developed severe corrosion leading to structural damage. The replacement parts and associated repair work was quoted at a nearly one year lead time from the supplier which was unsatisfactory to the production platform supervisor. As an alternative the platform supervisor, who had experience with coatings from a previous stage in his career, requested a local pump repair shop quote to rebuild the existing pump, incorporating polymeric coatings with conventional stitch weld patching. The process was completed in less than 3 weeks versus nearly a year and, when pressure tested, the pump achieved the design discharge pressure of 350 psi and was then placed into service. After 2+ years this pump continues to provide consistent service and with no drop off in performance.






In this case the total cost for repairs (material and labor) was less than 35% of the replacement parts and the complete project took less than 3 weeks from receipt of pump into shop to delivery and successful installation back on the production platform.
Efficiency
An additional benefit of coating pumps, particularly in clear water pumps where erosive suspended solids are not present or present at low levels (<1%), is increased operating efficiencies and energy utilization factors (kilowatts of energy per gallon of fluid pumped). According to recent U.S. Department of Energy studies motors used to drive pumps consume nearly 20% of the daily electrical energy generated. Most of this energy is wasted by oversized motors or operating the pump away from it best efficiency point (BEP) however a calculatable percentage is lost to disk friction which can be addressed by applying low coefficient of friction, low surface energy coatings to the pumps hydraulic passageways. This is particularly critical when a pump has been worn in service such that the frictional forces are significant. As pump wet ends corrode and wear they become rough and frictional drag starts to play a role in pump efficiency as can be seen in the chart below indicating surface roughness of materials.

A coating with a low surface energy characteristic has poor wetting properties and the frictional resistance to flow is weakened compared to a high surface energy. Imagine a water droplet placed on a sheet of corroded cast steel. As you incline the plate from 0° towards 90° gravitational forces increase acting to draw the water droplet down the sheet but the roughened surface resists the flow through friction due to roughness as well as the inherent surface energy of the steel. Now imagine the same steel has been coated with a resurfacing layer of a low coefficient of friction low surface energy coating. As the same plate is inclined the water droplet will more readily flow down the sheet at a lower inclined plane due to lowered surface energy and the resulting lowered adhesive wetting strength of the liquid (fluid) to solid (steel).
Coating pumps for energy efficiency can provide significant cost savings in energy consumption but in these cases measurable values are most easily seen in high specific speed pumps with radial and mixed flow impellor designs. Pumps coated with low surface energy coatings can yield significant energy savings when the entire pump system is taken into consideration. An example of coating pumps for efficiency upgrading was done at a steel mill for several cooling tower pumps. By design this cooling tower required 4 pumps to be in operation with 1 spare and 1 extra. Over time the four primary pumps experienced wear and corrosion necessitating the fifth and then sixth pump be brought on line to meet flow demands. Rather than face extensive and expensive mechanical overhaul the client decided to rebuild the #1 pump with a composite lining with minimal spare parts replacement (wear rings, impellor).
After the initial pump rebuild the inspection report indicated significant performance improvements in the areas of flow and efficiency to the pump with a net energy reduction per unit flow.
 The client then went through a complete overhaul of the additional pumps using the same approach and found he could return to only 4 operational pumps again as each coated pump, when returned to service provided improved discharge and efficiency measurements meeting and in one instance original OEM specifications. The client was immediately able to idle 2 of his 6 previously operating pumps keeping one as a spare and the other as the back-up providing an immediate cost savings by idling two 150HP electric motors. The fact that all of these pumps are now protected against further corrosion attack means the MTBR is extended as well.
The client then went through a complete overhaul of the additional pumps using the same approach and found he could return to only 4 operational pumps again as each coated pump, when returned to service provided improved discharge and efficiency measurements meeting and in one instance original OEM specifications. The client was immediately able to idle 2 of his 6 previously operating pumps keeping one as a spare and the other as the back-up providing an immediate cost savings by idling two 150HP electric motors. The fact that all of these pumps are now protected against further corrosion attack means the MTBR is extended as well.
Conclusion
The successful utilization of coatings for improving pump systems MTBR can be seen in high solids slurry pumping systems as well as in low solids clear water pumping systems all around the world every day. While many pump manufacturers are skeptical about the efficacy of this practice the indisputable fact is end users and pump owners are viewing this practice as not only valid but highly desirable. It is equally clear that coating selection and application are extremely critical in attaining the desired performance, and the utilization of a supplier of high performance engineered coatings, with knowledge of pump systems, is a benefit as they can assist in selecting and recommending qualified applicators to assist in installation. When properly used these coatings can, and do, offer demonstrable benefits. Whenever a pump is out of service for maintenance it would be advisable to consider installing a coating as, for a relatively small investment, significant returns can be achieved in the areas of asset management, extending MTBR and lowering total life cycle costs.
About the Author
Steve Bowditch is the Global Business Development Manager for the ARC Composite Coatings group of the A.W. Chesterton Company. He is a NACE Level 3 coating inspector and SSPC – Corrosion Specialist with over 30 years active involvement within both organizations with a specialization in protective coatings and corrosion protection.
For more information, please visit A.W. Chesterton Company.


