Discovering savings for the hydrocarbon sector
Refineries and chemical processing facilities operate a variety of pumps and compressors, which have many characteristics in common, and can benefit from retrofit projects. As important assets, they need to deliver reliable service while at the same time remaining efficient. With a greater focus on operating costs, reducing energy usage wherever possible is increasingly important, and is also one of the tasks that can be achieved through a retrofit design.
Luca Lonoce, Retrofit Specialist for Sulzer, looks at the benefits of using retrofit technology to meet the changing demands of the hydrocarbon processing industry.
Even though most people will never see them, industrial pumps and compressors are crucial parts of everyday life. Oil, gas and chemical facilities use pumps and compressors for transportation and processing; creating fuel and materials that we all rely on. These vital pieces of rotating equipment help keep our lives flowing.
The hydrocarbon processing industry presents a challenging environment for rotating equipment where pumps and compressors must handle fluids and gasses that may contain solids, which can have a detrimental effect on performance. Changes in feedstock, process parameters and operational considerations can all affect the demands being made on many assets in the production environment.
Modern rotating equipment is designed and manufactured to work within small operational windows, meaning that there is very little tolerance for changes in performance of the feedstock. Older equipment has more tolerance of change, but also has the scope to accommodate modifications in the design of the rotor without affecting the outer casing.
Therefore, when changes in design are required, either for performance or reliability issues, plants often only have two choices – invest in a new asset, which may have a lead time approaching two years, or develop a retrofit project that will adapt the existing design to meet the desired parameters – a choice that makes a significant cut in the project time.

Remanufacturing pump impellers can improve output and reduce energy consumption.
Compressors
Initial assessments
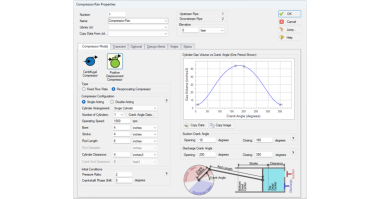
The process begins with an initial assessment to determine equipment suitability for rerating using a systematic process which considers both the existing and required operational conditions. In the case of a compressor, the minimum data needed for this first review are inlet pressure, temperature, flow rate, relative humidity, and gas properties (compressibility, molecular weight, and specific heat capacity) for each condition. The desired final pressure is the only required value for the discharge side.
The initial calculations provide discharge temperatures, power requirements, and rotational speed. Calculated data is compared with actual field measurements or operational records and adjusted to match efficiencies, speed, and power. The comparison of the new operating point with the original operational compressor data determines the magnitude of the changes required.
Inlet and exit nozzle sizes determine the final limits for the casing and the available area for the increased volume flow to pass without choking or exceeding the permissible velocity limits. If the casing can handle the new flow requirements, then the detailed evaluation can begin.
Design changes
One simple equation governs the flow rate and the three quantities that can be changed in order to increase the volume flow: flow area, flow velocity, and gas density.
Flow rate = Flow area x Flow velocity x Gas density
Changing the flow area is the most complex method of increasing the flow rate. This measure implies a new aero assembly including impellers, diaphragms, and structural parts. An increase of the flow area is accomplished by wider impellers, impellers with larger diameter, new impeller blade designs, larger diffuser passages, or a combination of all of these. Provided the new parts fit in the old casing space, the project is feasible.
Modern design techniques, such as computational fluid dynamics (CFD), and manufacturing technologies have enabled the production of 3-dimensional impeller vane profiles. These have greatly increased the active surface of the blade, which delivers increased velocity and volumetric capacity to each stage, as well as improved efficiency.
In fact, the improvements are such that three stages using a 3-D design can replace a four-stage rotor fitted with 2-dimensional impellers and deliver the same output using up to 10% less energy. Similarly, the output can be increased over the original figures without having to change the external dimensions or the surrounding equipment and all this can be achieved during a planned maintenance window.

Large pumps can be rerated to increase performance without exceeding the maximum rating of the motor.
Performance improvement
Flow velocity is improved by increasing the rotational speed of the unit or the impeller diameter. The stationary compressor sections convert the increased velocity of the gas at the impeller outlet to higher head, which gives the same result as an increase in the actual flow coefficient.
A 1% increase in speed equates to a flow rate improvement of 3%, with the mechanical strength of the rotating parts and the assembly tolerances of the impellers as well as couplings determining the limits of the final design. All of these calculations and assessments can be made during the planning stage of the project to determine the most feasible design that will deliver the desired outcome.
Pumps
Material improvements
For pumps, both single-stage and multi-stage designs, retrofits take a very similar path in terms of design assessment and modification. Barrel pumps clearly have many design aspects in common with compressors, while single-stage centrifugal pumps can benefit from modern 3-D impeller design and the use of CFD to establish a more efficient design.
Determining the best design and material improvements for an original design requires considerable expertise. However, this needs to be put in context with the wider application, looking at power requirements, coupling and seal designs, as well as the impact on equipment downstream of the asset itself.
Fault diagnosis
Example 1: Hot hydrotreater diesel pump.
An 8-stage back-to-back pump, producing 193 m3/hr (708 gpm) at 1’143 meters (3’750 feet) head with an operating temperature range of 10 – 230 °C (50 – 446 °F) was showing a loss of performance over time when an unexpected failure caused the process fluid to escape to the atmosphere. A root cause analysis (RCA) was performed to determine the most appropriate remedial action.
The pump was fitted with polymer wearing parts, which were designed to run with tighter clearances thereby improving efficiency and eliminating the risk of metal to metal galling. However, RCA revealed that a high-pressure polymer bushing had extruded from its retainer, which caused over pressurization of the mechanical seal.
Several options to repair the pump were available to the refinery, which decided to eliminate the risk of a repeat failure entirely by adopting ceramic materials for the high-pressure bushings. Solid Zirconia ceramic parts were selected for the stationary bushings, while the wear rings and rotating parts had thermally sprayed ceramic coatings applied.
The ceramic parts and coatings offer high mechanical strength, excellent wear and abrasion resistance as well as a similar coefficient of expansion to chrome steel, which would eliminate the risk of the interference fit being compromised. As such, the retrofit of the ceramic parts offered a much better solution for the application and ensured the pump would continue to operate reliably and efficiently for years to come.
Example 2: Increasing refinery production
A refinery was examining the possibility of rerating a large barrel pump from 38’000 bpd to 43’000 bpd as well as increasing the head from 1’420 m (4’600 ft) to 1’798 m (5’900 ft), without exceeding the maximum rating of the existing motor. In addition, the project was to include an upgrade from API 610 6th edition to API 610 8th edition to ensure compliance with current industry standards.
To achieve the desired outcome, the low capacity inner case and impellers were replaced with high capacity components, while retaining the original barrel. The design was completed in such a way that ensured the required flowrate and head were delivered within the capabilities of the existing drive motor.
This cost-effective solution required considerably less investment than a new pump asset, which would have needed additional changes to the baseplate as well as the suction and discharge pipework. The rerate was also completed in a much shorter timeframe than a replacement project.
Precision machining and balancing offers increased reliability and service life.
Cutting-edge solutions
Example 3: Lifetime extension of compressor rotor
A customer in the petrochemical sector was experiencing performance issues with a three-stage ethylene oxide turbo compressor that needed an extension to its operational lifetime. The project required a high level of precision manufacturing to create all the necessary components.
Considerable manufacturing expertise was needed to reverse engineer the impeller geometry as well as materials knowledge to achieve the required shrink-fit of the impellers. The combination of turbomachinery expertise, design experience and laser welding technology enabled the new components to be created with minimal lead time.
The ability to carry out laser cladding and perform high-speed balancing of the rotor, were crucial to the delivery of a precision-made rotor and impeller that considerably lengthened the service life of the compressor.
Retrofit and repair
While, in ideal circumstances, retrofit projects are completed during planned maintenance periods, they can also offer a cost-effective solution in the event of a breakdown. When the lead time for new parts is delaying a repair project significantly, a retrofit project has the capability to cut downtime and deliver improved reliability for the future.
Using reverse engineering techniques, coupled with rapid manufacturing processes, including additive manufacturing, it is possible to create precision parts that match, or even exceed, the specifications of the original equipment manufacturer (OEM). By engaging with expert maintenance providers, capable of quickly gathering all the necessary knowledge and resources, operators can achieve reduced downtime as well as improved reliability and productivity.
Industry expertise
To deliver a turnkey solution for the downstream oil & gas sector, many areas of expertise are required, not least an in-depth knowledge of the industry and the applications in which the rotating equipment operates. Together with specialist design capabilities, manufacturing resources and testing facilities it is possible to deliver state-of-the-art engineering solutions that combine reliability, efficiency and performance, without the time and cost implications that are associated with new asset investments.
About Sulzer:
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2019, our 16’500 employees delivered revenues of CHF 3.7 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).