
Pump manufacturers require a large amount of raw materials to create their products and as such they have a responsibility to help the circular economy by recovering, reusing and recycling pumps as far as possible. Sulzer has a long history of supporting renewable power generation, plastic recycling and sustainable practices as a whole in all its operations in manufacturing and spare parts as well as services centers. We have also been operating a program that helps operators to improve their sustainability and reduce investment costs by matching unneeded or idle pumps, agitators and high-speed compressors with new applications.
Our technology is helping to recycle clothing, create bioplastics and renewable fuels as well as repurposing a large number of our pumps. 95% of Sulzer’s pumps are serviceable by design and 95% of the materials used in our pumps are recyclable.
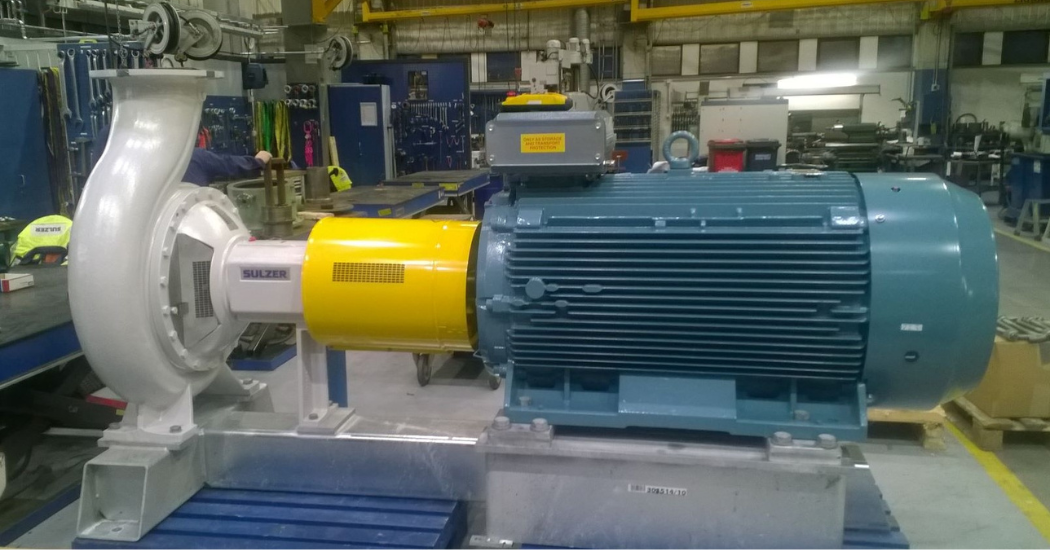
During the last recession, management within Sulzer set aside a budget to buy back some pre-owned process pumps from businesses that no longer needed them or had ceased their operation. To facilitate a seamless process, the sales, procurement, operations and financial departments joined forces to locate second-hand pumps, purchase them and then find a new purpose for them. Once a new customer is found, they are taken out of storage, refurbished and sold in as-new condition with a standard one-year guarantee.
Benefits for all
The process has winners on all sides. The previous owners have now realized some value from an asset that was unused, even if it was a brand-new spare pump. For Sulzer, it has acquired a pump that it can easily repurpose and refurbish, thanks to the extensive in-house pump knowledge and expertise. For the new customer, he effectively gets a perfect quality pump with a very short lead-time, saving time and money for their project.
These pumps can come from several sources. It may be that a plant has changed a process and a number of pumps are no longer required. Some will come from the production line, others may be brand-new spares. In other cases, upgrading projects may have been put on hold or cancelled after the new process pumps have been delivered. Based on the condition of the pumps, Sulzer will make an offer for these pieces of equipment and work to give it a new lease of life.
Since the scheme was set up, Sulzer has recovered pumps from plants that are closing, offering the owners a way to recycle some of their assets, rather than scrapping them. The numbers involved are not insignificant; in one project alone, around 200 pumps have been acquired by Sulzer and they will be relocated with new operators, having been refurbished by the in-house engineering team.
95% of Sulzer’s pumps are serviceable by design and 95% of the materials used in the pumps are recyclable.
Worldwide sustainability
This approach also has advantages for those looking to purchase pumps for their operations. The process for the customer is the same as always, contacting their local sales representative with their requirements. Sulzer’s worldwide network of pump sales personnel is well-briefed on this scheme, enabling customers to be offered a brand-new product as well as an alternative from the refurbished stock. Some customers may need their new pump in a shortened timeframe, or the price of the recycled pump may be more attractive. It has even been known for a pump to be available for shipment the day after receiving the specifications.
Our program has proven to be very successful for all those involved; since 2010 we have supplied more than 700 units made using components that have already lived one life.
As the importance of sustainability continues to grow, manufacturers in general need to take greater responsibility for their products and what happens to them when they are no longer needed. Sulzer is at the forefront of the sustainability movement. We are setting the standard for others to follow and we will continue to raise the bar in years to come.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and purification technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). The Flow Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.


Comments