How to optimize the performance and reliability of screw compressors in downstream applications
At times of increased pressure on the petrochemical sector, operators need to make the most of their existing assets, especially those that are so vital to the continued operation of the plant. Preventative maintenance initiatives and a proactive approach offer some of the most effective solutions to minimize both downtime and operating costs.
Jeff Monych, Production Manager at Sulzer, looks at the issues that can impair performance and the most cost-effective solutions for continued reliability.
Downstream oil and gas facilities are responsible for creating the core components of a vast range of products that are used in everyday life. As such, the reliability of production facilities and the cost of operations can have a direct impact on the prices of commodities that are supplied to other industries or directly to the consumer.
Within the petrochemical sector, screw compressors are often regarded as ‘critical equipment’ because of the applications in which they operate. Processes involving flare gas, plant air, styrene, benzene gasoline and ammonia are just a few examples.
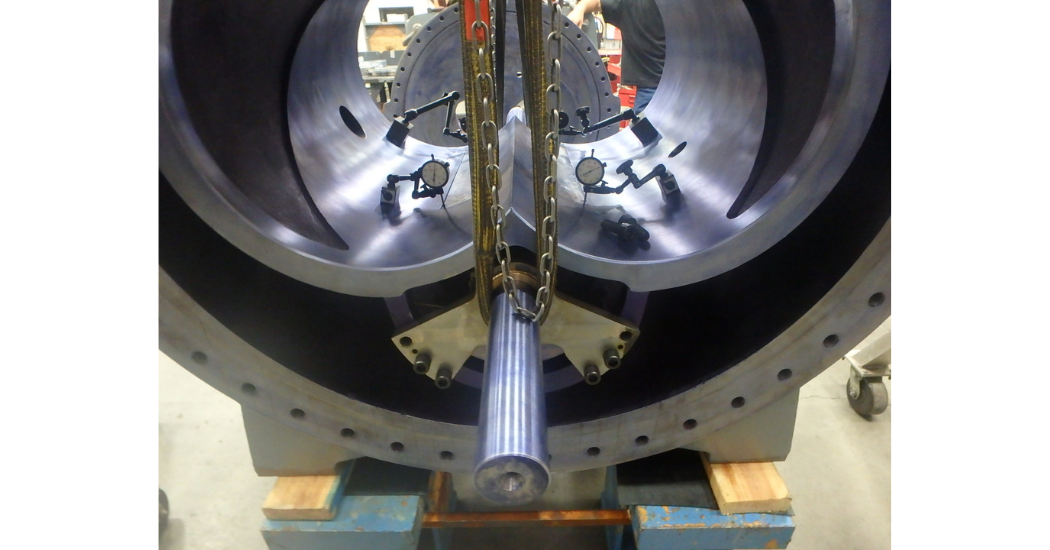
Support bearings were added to both the suction and discharge ends
Minimizing downtime
However, the nature of these chemicals and the applications can affect the durability of some components, such as seals and bearings, to such an extent that operators will usually hold complete compressors as spare parts. The aim is to minimize any downtime during an unplanned maintenance event.
To reduce the impact of component failure, it is important to understand the issues that can affect screw compressors and how they can be mitigated. Due to the variety of applications and the diversity of compressor designs, these generalizations should be tailored to individual situations.
During normal operation, compressors create heat that needs to be dissipated to avoid unwanted expansion of the internal components. Some manufacturers use a water jacket (in non-oil flooded units), which offers an effective resolution, but, if the coolant ports become blocked, the unit will run hotter, leading to consequential damage. The expansion of the outer case causes it to come into contact with the rotors at the discharge end, leading to an unexpected period of downtime.
Contamination of oil supplies for seals and bearings can cause oil feed hole blockages and this can lead to bearings being starved of lubricant, which results in Babbitt failure. Similarly, incorrect setup of a compressor can lead to premature wear or excessive clearances, which cause stagnant circulation and increased thermal growth; all of these can reduce reliability and improve the likelihood of an unexpected maintenance event.
Prevention is better than cure
From initial installation, important assets need to be carefully monitored for bearing temperature, vibration, oil levels, seal pressures and coolant flow. Threshold points for any alarms should be carefully assessed to ensure that any potential issues are highlighted at a point where timely intervention prevents any damage.
In addition, for coolant systems, minimizing contaminants and monitoring water quality will make a significant reduction in fouling of the internal ports and increase the reliability of operation.
By examining the run frequency of the compressor and the mean time between failure (MTBF), it is possible to establish the most opportune maintenance schedule. This will identify time for regular maintenance as well as periods for more extensive overhauls where critical dimensions and clearances can be checked and adjusted.

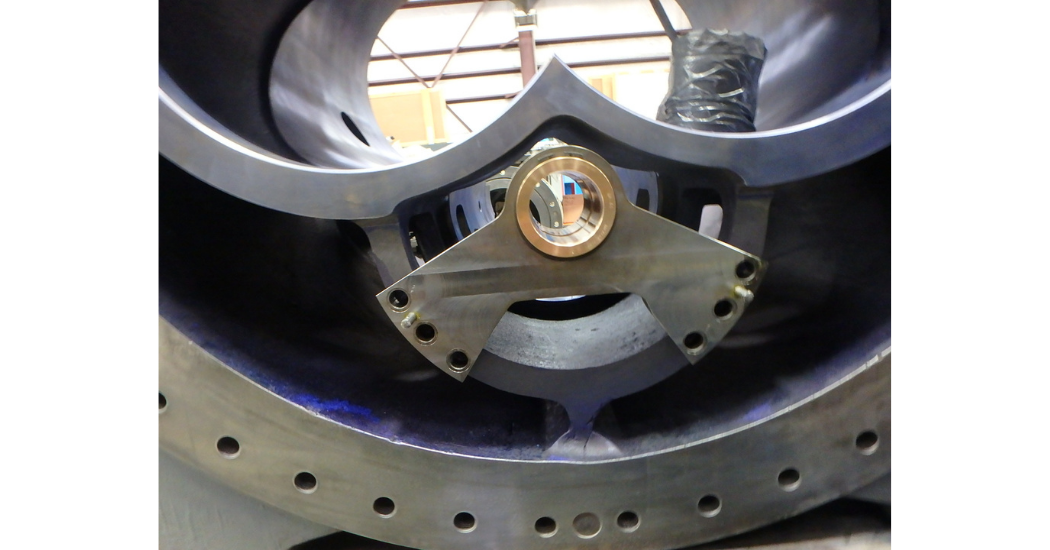
Damage occurred to the widow’s peak due to an overheating event
Optimized maintenance
Checks, as described above, should be carried out on a regular basis, often with expert advice on any remedial actions that may be required. A combination of on-site operational knowledge and external technical assistance can deliver the best solution for the regular maintenance interventions.
Beyond this, there will come a point where more extensive, or in-depth, repairs will be required and this will necessitate the compressor to be removed from service for a more extended period. Many facilities will have a spare unit available to allow normal production operations to continue with minimal downtime while the repairs are completed.
Modern, specialized repair shops are capable of fixing some of the most severe damage if necessary. From improving lobe-to-lobe clearances to around 0.005” (0.13 mm) to rebuilding rotors or making repairs to the casing, extensive work can be completed in a relatively short timeframe.
Specialist support
Of course, original equipment manufacturers (OEMs) can provide support to customers, but this is more often focused on the replacement of equipment, rather than its refurbishment. Independent specialists that are prepared for repairing complex rotating equipment can provide a more flexible and reactive service that will keep downtime to a minimum.
Rotor repairs using weld build-up or high velocity oxygen fuel (HVOF) coating systems and precision machine tools to deliver exact tolerances can be achieved as part of proven and routine repairs. Furthermore, it is possible to restore rotors that have been damaged and re-establish the outside diameter (OD) and end strips. This reduces lead times as well as repair costs and returns the compressor to operational status at the earliest opportunity.
These tasks require specialist tooling to accomplish, such as engine lathes with engineered attachments that enable OD strips to be re-established. This should also be supported by a test stand that allows both rotors to be positioned in the ideal running position to verify lobe clearances. These offer the additional benefit of being able to check the timing gear runout and backlash, before the rotors are installed in the casing. These are important inspections that enable a potential issue to be found before final assembly of the compressor.
Case study: Design upgrades
There are situations where a compressor application has changed or the original design was not perfectly suited to the process. In these cases, repair frequency can be higher than anticipated, leading to increased downtime. The solution can often lie in an improvement of the OEM design.
This is exemplified by a facility whose process was causing erosion and corrosion to the rotor bores and the end walls, to the point that the OEM recommended the case to be replaced during each overhaul. The compressor in question was a large 25 inch (635 mm), horizontally-split screw compressor, manufactured using carbon steel.
Expert evaluation of the compressor was conducted with a view to extend the operational life of the casing, but this concluded that the case material was inadequate for the application. The first solution would be to replace the material with 316L stainless steel, but the cost was prohibitive.
The alternative, cost-effective solution was to machine the rotor bores and the end walls to allow a 309L inlay pass to be applied as well as 316L top layer cladding. The split line was seal welded and the inner surfaces machined to ensure that all the original internal fits and clearances were correct. This proved to be the ideal solution for the operator, who ordered the same rework on a second compressor and has now doubled the MTBF.
Case study: Improving pipeline application
In another example, a large screw compressor that had been recently installed on a new pipeline did not always operate at full capacity continuously. The varying needs of the pipeline meant that there were frequent starts and stops as well as changes in capacity requirements.
After a very short initial run, the compressor failed and the standby unit had to be installed while the original unit was transported to a maintenance center. However, soon after the compressor arrived, the replacement unit failed as well, apparently with the same failure mode.
The initial inspection showed that the slide valve had come into contact with the outside diameter of the rotor. A thorough review found that the slide valve shaft was long enough to deflect once the valve was fully opened. The amount of deflection was sufficient to allow the slide valve to lift at a slight angle and this was just enough to place it in contact with the rotor. This caused the rotor to become unstable and vibrate to the point of shut down.
To address this condition, the slide valve shaft was stabilized by adding supports, which acted as a bearing. The modification was installed on both units and since then they have been running for over 5 years with no further issues.
Boosting reliability
The objective of every business that operates expensive assets is to optimize their availability and productivity. In most cases, these pieces of equipment are part of a much larger process, but if one of them fails, the knock-on effects can be substantial. The majority of downtime costs are associated with lost production, rather than the cost of the repair, so speed is of the essence.
At the heart of every successful maintenance routine is prevention. Regular inspections, constant monitoring and immediate action when warning signals are raised, are the best courses of action. However, a failure can occur unexpectedly and it is the action that is taken here that can have a significant impact on the business.
Maintenance partners can offer specialist advice, expertise as well as a responsive and flexible approach to repairs. Most OEMs are limited to their own products, whereas independent suppliers have a much wider experience of designs and solutions. They also have greater resources aimed specifically at repairs and the refurbishment of legacy equipment, rather than simply replacing components.
Ultimately, the aim is to deliver the most cost-effective solution to a problem. The key is establishing a range of solutions so that the equipment owner can make a well-informed decision, based on the needs of the business. In many cases, that will be the fastest delivery, while improved durability in the long-term can deliver ongoing benefits for the future.