
Energy usage causes up to 95% of the total life cycle costs of pumping equipment. Therefore, improving energy efficiency pays off quickly. Sulzer’s energy audit is a consulting service that aims at improving the energy efficiency of a pumping system.
“The concept relies on Sulzer’s expertise on pumping equipment and process knowledge, while supporting the environmental sustainability goals mutually important for both our clients and us.” Pekka Salmi Head Business Development CSS at Sulzer Flow Equipment.
The audit offers actionable insights into what to do to reduce the operational energy consumption and costs. All too often, unnecessary energy costs are a result of an over-sized pump or equipment operated outside its optimal point. Changes in processes, planned capacity, or in the rest of the process line might lead to a pump operating off its best efficiency point.
An energy audit supports companies in the modernization of their equipment base. It has proven to be especially valuable for operators with a large number of aged equipment. Alternatively, the audit can be used for the final optimization of equipment that is efficient to begin with.
Companies can leverage the results of energy audits in meeting emission-related standards, or when seeking environmental declarations and certificates. The audit can be used to assess and minimize environmental emissions by reducing energy consumption without decreasing the number of equipment or capacity.
How the audit proceeds
Sulzer experts work in cooperation with the customer to review available data sources and define the scope of the audit. The selected scope may contain all equipment at a certain site or process. At large sites, the audits can be done step by step on a predefined selection of equipment.
The audit may cover only equipment with performance issues or a selection that is expected to have the biggest energy saving potential. Typically, the focus is narrowed down to pumps running less than optimally, leaving out the ones with variable frequency drives, low annual running time, and pumps that already operate close to their optimal point.
The pumps with the biggest improvement potential are identified and reviewed with the customer. “It is not uncommon that the customer is already satisfied with the audit at this phase, even though the most valuable part is yet to come,” says Pekka Salmi, Head Business Development CSS at Sulzer.
Energy audit report and recommendations
Following the analysis, the customer receives a comprehensive report that contains the current energy usage, identified savings potential, and a detailed list of recommended actions for decreasing energy consumption. To assure usability and easy adoption, the recommendations are completed with cost estimates and payback times for the equipment and site work.
The recommended actions are tailored to the customer’s needs and preferences. Usually, they consist of replacement and upgrading opportunities for pumping and mixing equipment. In addition to the hydraulic performance improvement a broader installation audit offers ways to improve the entire installation by modernizing and optimizing the construction of the equipment. Moreover, environmental sustainability is always considered.
The report lists detailed actions to be carried out on the equipment base, enabling reduced energy consumption. The suitable product range, adequate dimensioning, materials of construction, and accessories are specified according to the applications.
“The concept relies on Sulzer’s expertise on pumping equipment and process knowledge, while supporting the environmental sustainability goals mutually important for both our clients and us,” Pekka Salmi summarizes.
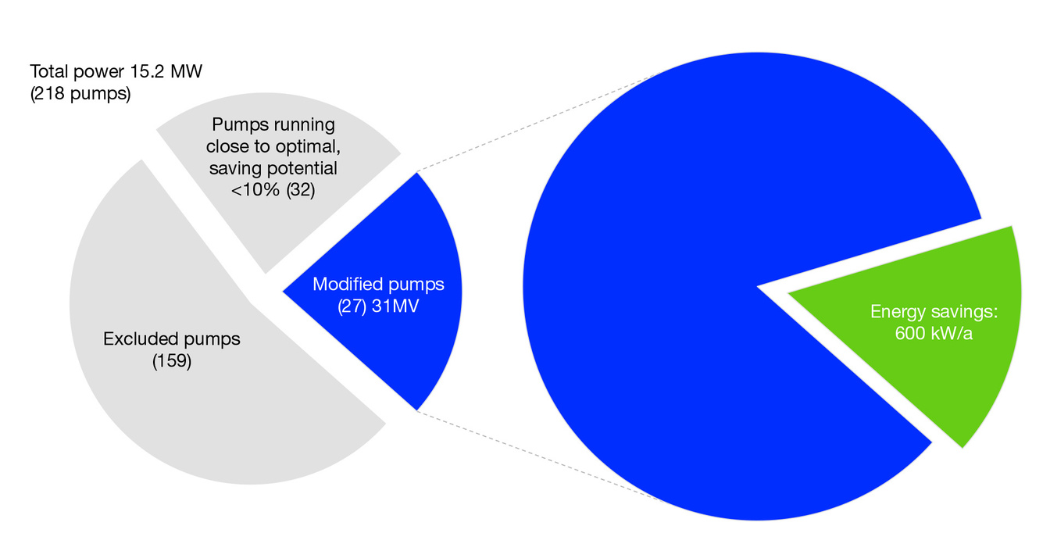
Sulzer energy audit scope and resulting energy savings
Improved energy savings in pumps, agitators, and turbocompressors
As a full-line supplier, Sulzer’s portfolio offers a range of equipment and efficiency-enhancing accessories to decrease energy usage. “We constantly develop our portfolio to reduce energy consumption. We also aim at maximizing the lifespan and recyclable alternatives,” says Saku Vanhala, Head of Product Management at Sulzer.
Retrofitting is often the most cost-effective method to improve the performance of larger pumps. This involves modifying the impellers to optimize the hydraulic performance or changing the entire hydraulic kit, enabling the pump to operate at the best efficiency point. For smaller pumps, it may be more cost-effective to replace the equipment with more efficient and reliable equivalents.
Agitators can also be retrofitted for better energy efficiency. As the selection of Sulzer’s agitators is continuously developed, their performance is improved with each new generation. Most agitators can be upgraded by changing into a newer and more efficient propeller.
In addition to pumping and mixing processes, savings can be found also in compressed air applications. Usually, the best way to drive business performance and sustainability goals of turbocompressors is to upgrade them into more modern and efficient models. Sulzer’s oil-free high-speed turbocompressors provide significant energy savings over conventional compressors. Additionally, with non-wear magnetic bearing units, they offer considerable long-term cost-savings with reduced maintenance.
To take the entire array of circular economy into account, the customer might prefer a pre-owned replacement pump. Sulzer refurbishes and repurposes usable pumping equipment. In addition to smaller environmental impacts, the customers benefit from reduced investment costs and faster lead times. The concept extends equipment life cycle while at the same time offering reduced disposal costs and increased CAPEX savings.
About Sulzer
Sulzer is a global leader in fluid engineering and chemical processing applications. We specialize in energy-efficient pumping, agitation, mixing, separation, purification, crystallization, and polymerization technologies for fluids of all types. Our solutions enable carbon emission reductions, development of polymers from biological sources, recycling of plastic waste and textiles, and efficient power storage. Our customers benefit from our commitment to innovation, performance, and quality and from our responsive network of 180 world-class manufacturing facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2022, our 12’900 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com


