Fuel Tech, Inc. is a leading technology company engaged in the worldwide development, commercialization, and application of state-of-the art propriety technologies for air pollution control, process optimization, and advanced engineering services. These technologies enable customers to produce both energy and processed materials in a cost-effective and environmentally sustainable manner. At a power plant site in the United States, Fuel Tech was cost-effectively and safely reducing the buildup of slap in multiple coal-fired boilers through the use of a proprietary chemical injection process. One chemical used in this process is magnesium hydroxide.
The Problem:
While many pump manufacturers claimed that their pumps could handle the magnesium hydroxide slurry, most could only do so in a limited manner and pump maintenance became an ongoing issue. At this installation, Fuel Tech was having difficulties with transfer pumps due to the magnesium hydroxide’s thick and chalky fluid properties. Magnesium hydroxide, an inorganic compound that presents no hazard to the environment because of its mild reactive pH and solubility, is a safe alternative to harsh chemicals with relatively low impact on the environment. However, inadequate mixing, improper piping, and incorrect pump selection are common problem areas for this application and the facility would frequently run into difficulties when attempting to pump the chemical. Fuel Tech’s vast experience with this product has led to an onsite engineering design that addresses all aspects of difficulties of working with the chemical, and a reliable, low maintenance pump is critical to the design.
Several kinds of pumps were tested with little success. The magnesium hydroxide slurry being pumped in this application is made up of 50-60 percent solids. Hose pumps’ life expectancies were very short, and they failed to handle the thixotropic liquid. Chalky residue leaked onto the internal components and drive of the pump causing contamination, a time consuming mess to clean up and repair. Centrifugal pumps were decidedly unsuitable because the abrasive chemical wore down mechanical seals, costing the plant up to $1,500 in repairs occurring every three months to one year. Air operated diaphragm pumps used expensive compressed air and the reciprocating action caused check valve wear which required frequent check valve replacements. During the winter months, despite an attempt to dry the air, in outdoor applications the air valves would freeze up and this could cause hosing and piping to burst spilling significant product in the properly designed containment areas causing house-keeping issues and clean-up expenses.
The Solution:
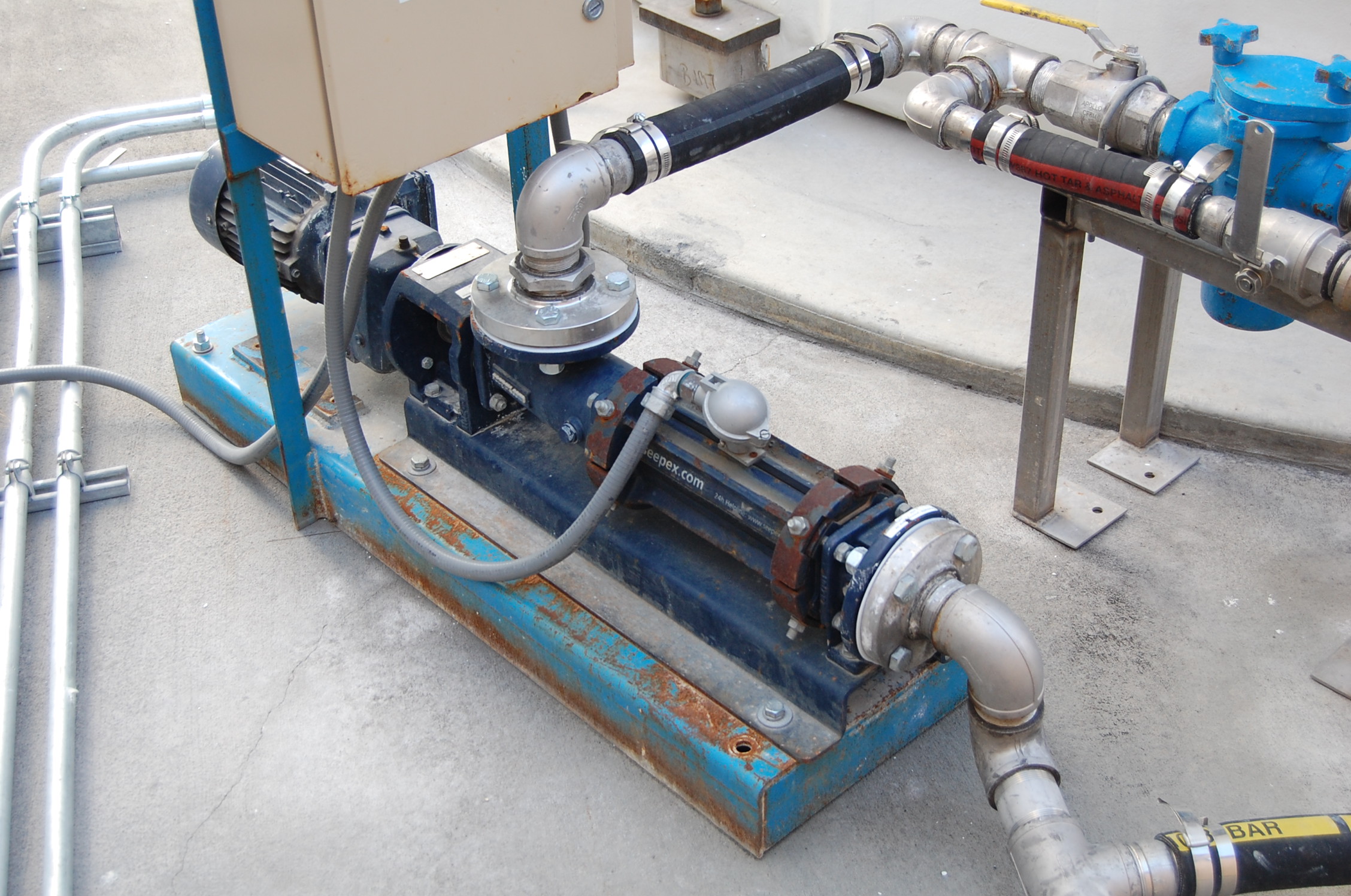
The company tried to use several different kinds of pumps to get the job done, but in the end SEEPEX BN range progressive cavity pumps complete with Smart Conveying Technology (SCT) proved most effective, reliable, and economical, all while providing the easiest maintenance and longest service. The N range SEEPEX progressive cavity pump is the most common seepex progressive cavity pump. The pumps are available with various rotor and stator geometries and can be applied to virtually all industrial sector applications to convey viscous materials containing solids. The pump was just what Fuel Tech needed. BN model pumps combined with SEEPEX’s innovative Smart Conveying Technology were selected. The pumps could handle temperatures between 32 and 113 degrees Fahrenheit, pressures up to 60 psi, and a flow rate between 7 and 14 gpm. Offering controlled flow with minimal pulsation, the SEEPEX pump conveyed the milk of magnesia slurry gently from one tank to the next without leakage, freezing up, or suffering excessive wear.
The Benefit:
Fuel Tech’s Operations Manager, Dwayne Gooch, describes normal wear and tear of a pump that is easily and quickly repaired thanks to Smart Conveying Technology. He said, “The technology provides service technicians simple access to the rotor and stator for inspection without the need to dismantle pipelines. The removal of foreign material or blockages is resolved in a fraction of the time spent servicing the prior pump types, reducing maintenance time by 80 percent. The stator is split axially into two halves which are compression fit together using four retaining segments. Those segments also act as retensioning devices that when tightened down can help regain optimal flow rates.
The lifecycle cost of the pump in operation has been reduced thanks to less downtime, fewer service hours, and fewer spare parts. The plant’s energy consumption has declined. Compared to centrifugal pumps, which require 15 horsepower motors, and diaphragm pumps requiring ten horsepower motors, the SEEPEX model is able to run using a two horsepower motor.”
Before SEEPEX, Fuel Tech’s real expenses were in downtime and messy repair. Maintenance issues on the centrifugal, hose, and air reciprocating pumps exhausted 70 to 100 man-hours per year until progressive cavity pumps from SEEPEX were installed, and now there is practically zero downtime. The facility currently has three SEEPEX pumps in use and is planning to purchase two additional pumps. One of the pumps has been in use for two years and has yet to show any signs of wear and has not required any service.