Water conservation is a good practice regardless of whether you have immense water amounts of water at your disposal or if water is extremely scarce within the region where you manufacture your products. Conservation of water has a financial impact to your bottom line too, so it is a good practice to make attempts to minimize consumption.
Depending on where your process plant is located may create the need for intense measures for water conservation. For instance many mining operations are not always located directly next to a river or lake to provide a clean water source. Actually many mining operations are found within desert regions where water is scarce. Unfortunately with mining you have to go where the reserves are found and there may not be abundant or even adequate water for production.
This article will focus on how some types of pumps will help you to conserve water, infrastructure size, energy and chemical consumption. So let’s say your process utilizes 75 tons per day of ore, mineral or powder to make your end product. You need to move this mineral or powder through a process which includes adding water so that the mineral can be pumped and then after processing the mineral needs to be thickened and dried.
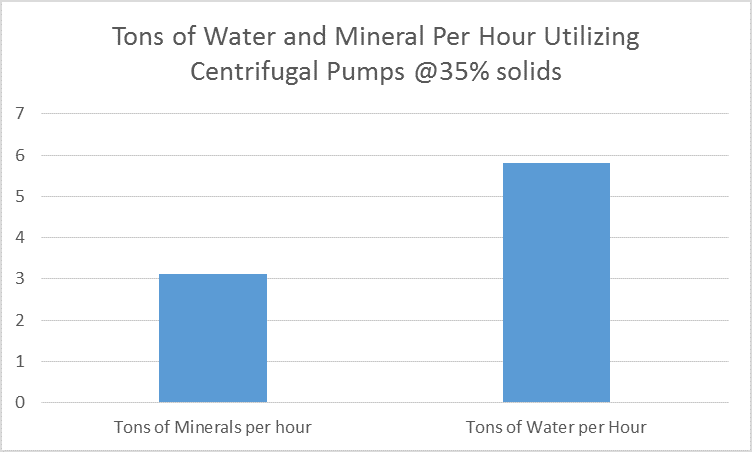
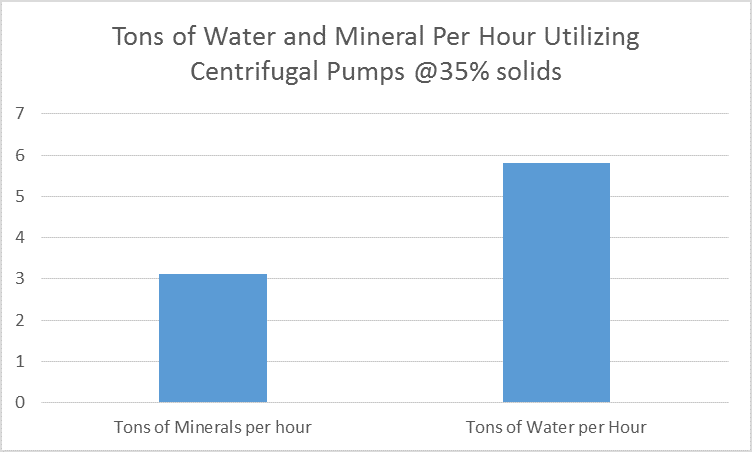
In this hypothetical operation you start out with 75 tons of mineral or powder daily. If you use a standard centrifugal pumps to move this material you will need to add about 65% water to be able to pump this material. So you would be processing about 3.125 tons mineral or powder per hour assuming your process operates 24 hours daily. Most centrifugal pumps are limited in percent solids they are capable to move. Also most centrifugal pumps that are processing slurries utilize rubber linings to help protect the internal metal components. These rubber components become wear parts and require regular replacement. A few centrifugal pump manufacturers advertise that they can move slurries up to 55% solids. Many of those companies can move those heavy slurries but their pump wear rates go dramatically up when processing higher percent solids. So your cost of maintenance and downtime will increase dramatically by selection of this type of pump. Going back to our original calculation of 3.125 tons of ore or powder per hour, you will require roughly 5.8 tons of water per hour help you move that material through your process. That results in your process sized to process 8.925 tons per hour or 214 tons daily of total slurry.
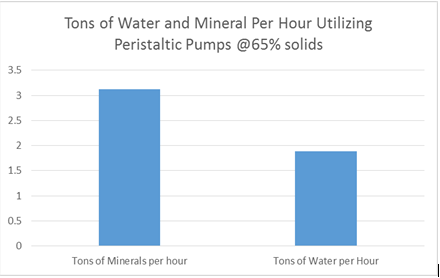
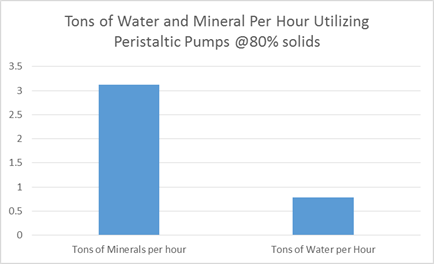
If conversely you determined that you would utilize peristaltic or hose pumps for the same operation you would find a peristaltic pump is capable of pumping slurries at 65 – 80% slurry concentrations. Using a conservative figure of 65% solids you would only require 1.89 tons per hour of water to move this same amount of material. If you decided to pump at 80% solids then you could utilize only approximately .8 tons of water per hour. Many process facilities may not attempt to pump at 80% solids because keeping the solids in suspension becomes difficult. However if at the end of the process you are sending the slurry to a thickener to fed to filtration process then pumping out of the thickener at 80% solids makes tremendous sense. This saves in filter retention time and processing costs. But pumping at 65% solids is very achievable and there are tremendous savings to me made.
By utilizing a peristaltic pump at 65% solids versus the centrifugal pump the savings would be just shy of 94 tons of water or 26,275 gallons of water required daily for production. If you selected a centrifugal pump you would require 38, 796 gallons of water daily and a peristaltic pump would require only 12,700 gallons daily at 65% solids. Using a conservative figure for the cost of clean process water daily a .11 cents per gallon for a centrifugal pump would be approximately $153,000 annually. The peristaltic using only 12,700 gallons daily would cost approximately $50,000 annually.
By severely reducing the amount of water being processed allows for the entire infrastructure to me smaller. Every pipeiline, valve, instrument and associated process equipment such as thickeners, filters, heaters etc… can be smaller saving infrastructure costs and plant footprint. An example could be, elimination of one stage of filtration may save as much as $100,000.
The peristaltic pumps will be smaller than the centrifugal pumps. Thus the motors will be lower horsepower. Remembering we are processing approximately 75% less water with the peristaltic so the energy costs will be approximately $20,000 annually less.
Centrifugal pumps require gland seal water. If the pumps are pumping from a thickening process then adding gland seal water back into a thickened slurry is not ideal. This clean gland seal water also has a cost. Peristaltic pumps are ideal for thickeners because they are positive displacement and simply by speeding up or slowing down the rotation of the pump you can very accurately control the pump flow rate. With a peristaltic there is no pump curve you must be on to reach optimum pumping. The peristaltic provides an exact flow per revolution whether it is being operated very slow or very fast. As well if there is suction side clog the pump can be reversed and help to dislodge the obstruction.
In most processes there are chemicals that are required. If you minimize the amount total volume in the process then your chemical consumption will also be less. Finally if a plant utilizes vasts amounts of water in processing there will be water handling costs at the end of the process. This water will need to be cleanded or disinfected for re-use or disposal.
Peristlatic pumps will not be ideal for every process. For example, if the process is higher than 200 degrees F then the peristaltic is probably not the best choice. However when dealing with high percent solids slurries the peristaltic pump is an excellent choice. Peristaltic pumps have only one main wear component and that usually is only the rubber hose. The pump does not need to removed from its position in the pipeline. Simply by open up the main access door and remove the cover flanges so the hose can be removed and replaced in a short time frame, usally less than one hour.
If you compare replacing all the rubber wear components, mechanical seals and bearings in a centrifugal pump for a one year period you will determine that the peristaltic pump has approximately 75% less repair costs.
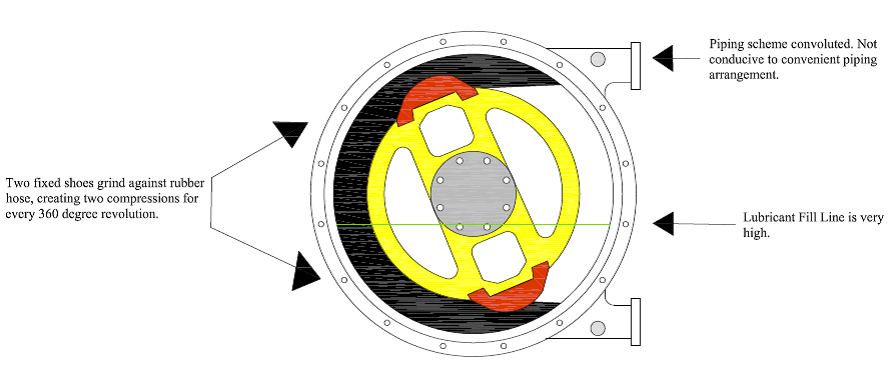
If you believe now that a peristaltic pump might be the correct choice for you, please be careful! All peristaltic pumps are not created equal. You definitely want to purchase a single roller design that incorporates an offset cam that compresses the hose one time per revolution. You do not want to purchase a design that incorporates shoes or multiple rollers. These designs compress the hose two or more times per revolution or more and will cost you tens of thousands more per year in maintenance. The main aspect to remember is that the material going through the pump is not typically what determines hose life. The number one determining factor on how long a hose pumps hose lasts is how many times the hose is compressed. With shoe designs and double roller designs the rubber hose is being compressed twice per revolution but with a single roller cam shaft design the hose is only compressed once per revolution. Thus in almost every case the single roller design is going to have more than twice the hose life or ½ the maintenance.
If you begin to evaluate other factors of the various designs you will find other benefits to the single roller design compared to shoe designs and multiple roller designs. Glycerin is used inside peristaltic pumps for lubrication of the hose. But in shoe designs it performs another function. The glycerin is also utilized for heat dissipation. The shoes rubbing against the rubber hose create a significant amount of heat. This heat if not dissipated will destroy the rubber hose very rapidly. So shoe designs utilize an enormous amount of glycerin to help dissipate the heat. A 3” shoe design will utilize approximately 10 gallons (38 liters) of glycerin. Conversely a 2.5” single roller design will require less than ½ gallon (1.9 liters) of Glycerin. With special formulated glycerin the cost is typically $100 per gallon or more. So with every hose change you will lose $1,000 of glycerin that needs to be replaced with the shoe design.
Figure 1 below depicts a show design. This type of design has abnormally high hose consumption, excessive glycerin, larger motors in 1.5” (40mm) and above.
Notice I mentioned a 3” shoe design compared to a 2.5” roller single roller design above? The reason is because a single roller design can operate at higher RPMs than a shoe design without over heating or damaging the hose. This will allow the user to select a smaller pump with a smaller footprint to perform the same work and still provide ½ the maintenance of the shoe design. With shoe designs they have a graph in their user’s manual that has a box for continuous duty and then outside that box it states that pump can only be run intermittently. This is due to the extreme heat that shoe designs generate. A single roller with an offset cam shaft can be run at 100% speed without generating any significant heat. There is no intermittent duty area for the single roller design. Thus you don’t require two pumps, one for operating while the other is cooling down. With shoe designs during start-up and also very low revolutions you may experience high motor loads or VFDs tripping. The torque of a shoe design is the greatest at start-up and low revolutions. With single roller designs the operating torque is identical at start-up all the way through full RPM.
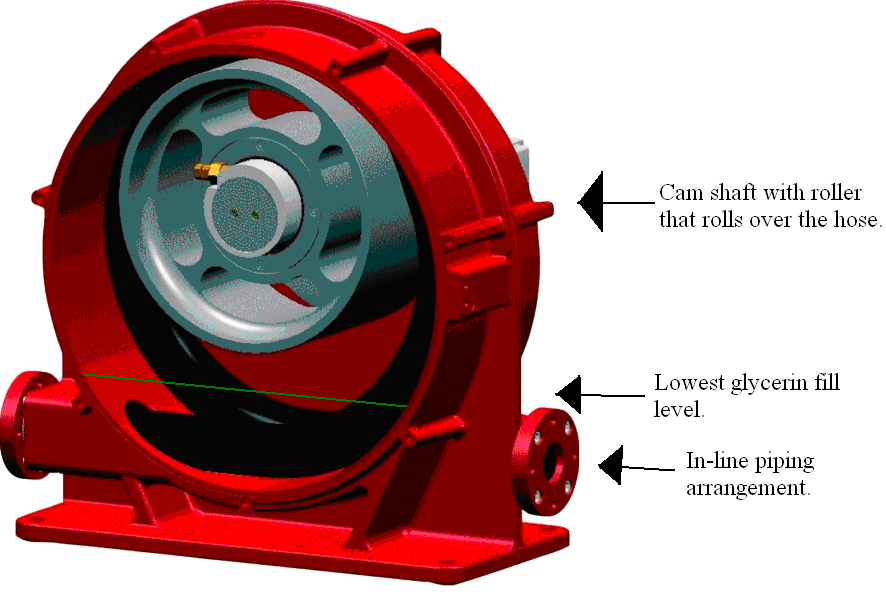
Figure 2 below depicts a single roller design with an offset cam. In this design hoses typically last 2 – 5 times longer, have very minimal glycerin requirements and typically smaller motor horsepower in larger sizes.
With smaller diameter peristaltic pumps the motor size is very similar for both single roller designs and shoe or multiple roller designs. Small diameter would be considered ½”, ¾”, 1”, 1.25”. When you move into larger diameter the single roller design will likely have an advantage regarding motor size. Due to the efficient rolling action of a single roller design typically several horsepower can be saved on pump diameters 1.5” (40mm) and above. This too adds to the yearly savings of a single roller design compared to the shoe or multiple roller design.
All of these comparisons add up to very substantial savings for the user when comparing one design or the other.
Figure 3 below is yearly maintenance comparison of a shoe design to a single roller design. Notice that a 4” shoe design was required but it was replaced by a 2.5” single roller design.
Figure 3. Hamilton, OH power plant utilizes 2.5” single roller desing for pumping lime slurry to replace 4” shoe design peristaltic to save an incredible amount of operatng costs.

Peristaltic pump usage has been growing at roughly twice the normal positive displacement pump growth rate. In order to achieve this growth rate peristaltic pumps are replacing other types of pumps in the positive displacement category as well as other categories. One of the reasons peristaltic are becoming more sought is that the pumps are also growing in their delivery capabilities. For instance a show design pump 4” diameter under the best circumstances for continuous duty can deliver a flow rate of approximately 200 gallons per minute. New single roller designs are capable of producing up to 440 gallons per minute under continuous duty.
Peristaltic pumps have made tremendous advancements in recent years. Choose wisely and enjoy improved process performance and lower maintenance costs.


