Electric motors in plant operations have a life expectancy based on many factors. Factors such as load, temperature, moisture, housekeeping, and many others determine how long a particular motor may last. Other factors such the manufacturer, installation techniques, and preventive care will also weigh heavy on the life cycle of the motor. Many of the failure modes we look at in this article have a direct effect on the life of the motor.
Let’s start at the beginning of the life cycle. I was at a conference listening to Ron Moore and he asked the question; “What did your shoes cost? Well, if you are still wearing them and using them you don’t know what they cost. You only know what you paid for them. It’s the same with electric motors. If you look at the chart below you will see that the original purchase price is always the least of the costs over 20 years.
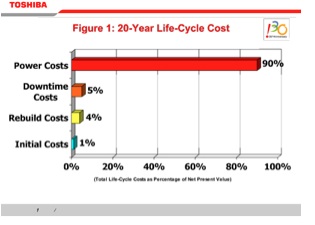
So it is easy to see that the initial cost is a small part of the overall cost of this style motor. But are all motors created equal? Well they should be close if all were created based on standards set up for design and manufacturing of the motors. But to answer the question in the real world, the answer is no and not even close. I have found brand new motors in the field delivered in new condition that had a balance reading of .28inches/sec. Life of these motors even with the best installation methods, 1 year!
Installation is one of the next steps that can cause shortened life. Not eliminating soft foot and performing precision alignment can result in shortened life of the motor. Using a credit card or a small ruler straight edge method on the coupling rather than a laser alignment tool can shorten life by 3-5 times. How many US operations perform actual precision alignment and follow all the rules? Only about 10%!
Let’s look at some other failures of electric motors in a plant environment. Temperature is a common failure mode of electric motors. The insulation inside an electric motor would last about 30 years if the motor could be operated at 70-80 degrees F. For every 18-20 degree rise in operating temperature it will cut the life of the insulation in half and eventually lead to shorting of the windings and motor failure. A motor operating at 150 Deg F will last about 1.5 – 2 years before the chance of failure increases above 90%. Better insulation use in the motor may gain about 20% life.
If you look at the picture below we can see that this plant is helping this motor fail early by insulating the motor with plant product and shortening the life by adding temperature.
Lack of airflow around the motor by the fan being blocked and the covering of product had this motor had it operating 35 Deg F hotter than when we cleaned the product off.
Preventive maintenance tasks should be assigned to critical motors to reduce the chance of failure. Not all electric motors in the plant will need Preventive tasks performed. Some motors will need the lube task performed and others will never need lube. The greasing of electric motors many times is a failure mode. Using an incorrect grease can lead to motor failures. Lubing the motor without removing the drain plug or installing a pressure relief fitting can cause grease to push the bearing seal into the balls or rollers or let grease get into the motor winding area.
Preventive inspection tasks such as touching the motor looking for vibration or temperature issues can give an early warning of a problem. Monitoring bearing temperature with a temperature gun can also be a preventive task that shows early signs of problems. Tasks such as cleaning the fan guard regularly can reduce temperature and extend motor component life.
In areas where moisture is present either due to ambient conditions or wash down methods can be developed to keep the moisture out of the windings and bearings. Greasing may be one of these tasks or installing better sealing devices such an labyrinth type seal.
Here are some suggestions for a motor program to help extend life and find issues before they become failures.
Preventive Maintenance:
- Grease motors as needed based on service with the proper motor rated grease.
- Change oil in lubricated bearings often based on temperature or oil analysis.
- Perform hands on inspections weekly.
- Keep motors clean with good air flow.
- Store motors correctly away from moisture and other elements.
- Keep moisture and chemicals away from motors.
Precision Maintenance:
- Always align motors to under .003 in all 3 planes and eliminate soft foot.
- Always specify precision balance of the rotor to .05 in./sec. on critical equipment
- Use certified motor rebuild shops for all motors. Make sure the motor is tested with MCE equipment after rebuild.
- Buy or Rebuild? This decision needs some thought.
Predictive Maintenance:
- Motor Circuit Evaluation to detect nearly all motor failures.
- Vibration Analysis for many motor failures.
- Mechanical Ultrasound for bearings, rotor bar, some electrical.
- Oil analysis on sleeve bearings.
Proactive Maintenance
- Purchase precision motors for critical applications.
- Use certified motor rebuild shops with specifications.
- Make sound decisions on rebuild or new.
- Motor rebuild decision tree
- Use precision maintenance on installation, alignment, balance, and lubrication.
For more information or training please contact Charli or myself. You can purchase the 50 failure modes of motors article on my website and if you mention Charli’s name it will be ½ price. reliableprocesssolutions.com


Comments