
Proper disposal of liquid and solid waste is crucial for food and beverage manufacturers, and they depend on submersible wastewater pumps to meet this need efficiently. Improper pump selection can strain or cause system failure in these submersible pumps, creating extra maintenance to clear clogs, catastrophic production shutdowns, and/or annual excess capital expenditures to replace worn or failed equipment.
There isn’t a “one size fits all” solution. Each Food & Beverage category faces its own set of waste challenges. The solution for a bottling plant, may not be the best solution for a poultry plant. There are many characteristics to consider when selecting the proper food and beverage waste pump.
This blog will discuss the top four characteristics to look for – high temperature, high endurance, corrosion resistance, and solids handling capability.
High Temperature
Both the temperature of the waste being processed, AND the temperature generated by the pump’s internal motor contribute to the overall pump temperature requirements.
Critical features to look for are oil-filled motor and high temperature stator windings.
An oil-filled motor pulls heat away from the rotor before it gets hot enough to damage the mechanical seal. High temperature stator windings allow the motor to handle higher temperatures.
An important note to point out, is that while stainless steel is typically the metal of choice for pump manufacturers to help resist corrosion, it does not dissipate heat well. Be sure to select a corrosion-resistant pump that is properly rated to handle the temperature your application requires.
High temperatures were an issue at one orange juice processor in Florida, which needed a beverage solids handling pump to handle hot (170° F) highly corrosive liquid, with improperly shredded solid debris, such as orange peels, twigs, and leaves. The company’s submersible pumps were overheating, clogging, and ultimately failing. This orange juice processor found itself forced to allocate a significant amount of capital resources to replace its submersible pumps on an annual basis.
 The BJM Pumps® SKXF Fahrenheit® Series high temperature, corrosion resistant, non-clog shredder pumps solved the problems for this juice processor:
The BJM Pumps® SKXF Fahrenheit® Series high temperature, corrosion resistant, non-clog shredder pumps solved the problems for this juice processor:
- Built to withstand temperatures up to 200° F, versus the industry average of 104° F
- Double mechanical seals and a (NEMA) Class R motor insulation with a thermal cut switch enabled the pump to operate at a winding temperature of up to 300° F
- Stainless steel construction to withstand highly corrosive chemicals involved with Clean-in-Place (CIP)
High Endurance
Submersible food waste pumps need to offer a high level of endurance. Many different processors and plants run on an extended schedule meaning a submersible pump may be required to run at longer intervals or be able to handle the needs of different lines. Critical features to extend a pump’s lifespan and support efficient operations include:
Double Mechanical Seals – the double seal resides in the seal chamber between the pump’s wet end and the motor. Avoid problems by bypassing single seal pumps, which will not supply the performance or durability required for food and beverage applications.
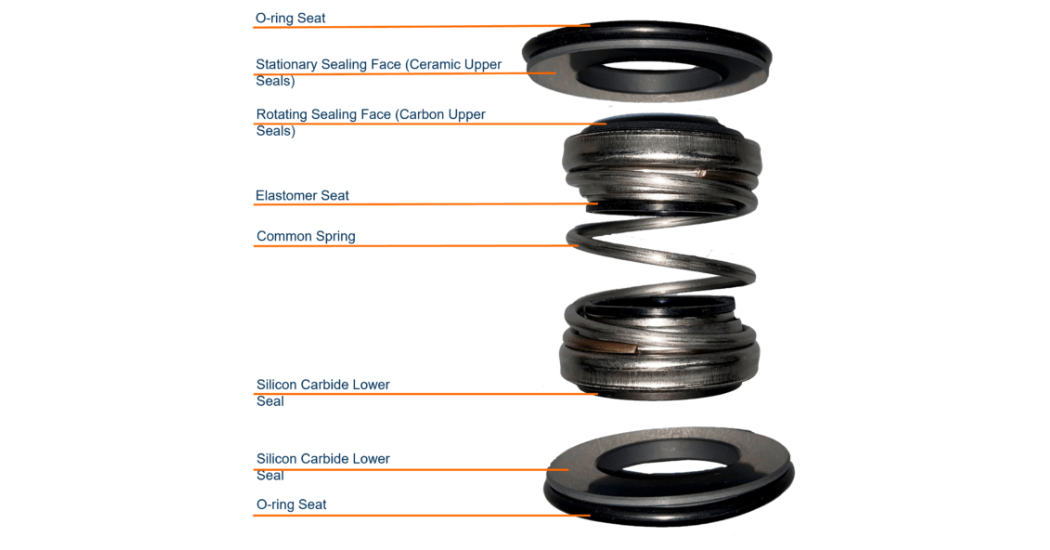
Seal Probe —alerts the operator if the lower seal has failed and allowed liquid to enter, providing early detection of potential failure. Seal Minder® is a probe feature that can be added a range of pumps, which when triggered, activates a visual or audible alarm on the control panel. The alarm can be linked to an auto dialer system that will display on a cellphone making this feature particularly useful for remote operation locations that do not have frequent maintenance visits.
Thermal Switches — monitor the temperature of the motor from the inside. A thermal switch is designed to turn off the pump when triggered by high temperature readings, to protect the pump from overheating.
Starts per hour—Motors are rated to a specific number of starts per hour. The ratio of pit size to pump motor is related to the number of starts per hour. If the number of starts per hour exceeds the pump rating, the inrush current degrades the insulation, overheating the motor and causing pump failure. The importance of creating a system curve is examined in depth in this blog post.
Corrosion Resistance
Food and beverage plants’ CIP washdown operations involve harsh chemicals & high temperature liquids to maintain hygiene levels to meet stringent FDA standards.
Corrosion is one of the major causes of pump failure. Two pump construction factors to consider are a Stainless-Steel pump body and proper elastomer specification. This occurs both through corrosion of inferior metal selection for pump construction or corrosion eating through the seals and O-rings or softer elastomeric materials.
A pump constructed of Stainless-Steel offer superior corrosion resistance against caustic or acidic chemicals commonly used in the CIP process. CIP chemicals can be either caustic or acidic, depending on the food or beverage processing conducted at the plant. Dairy processing plants, for example, might use an acid rinse to clear fats out of production lines, while breweries often use a combination, beginning with a caustic rinse, then flushing lines with water, followed by an acidic rinse.
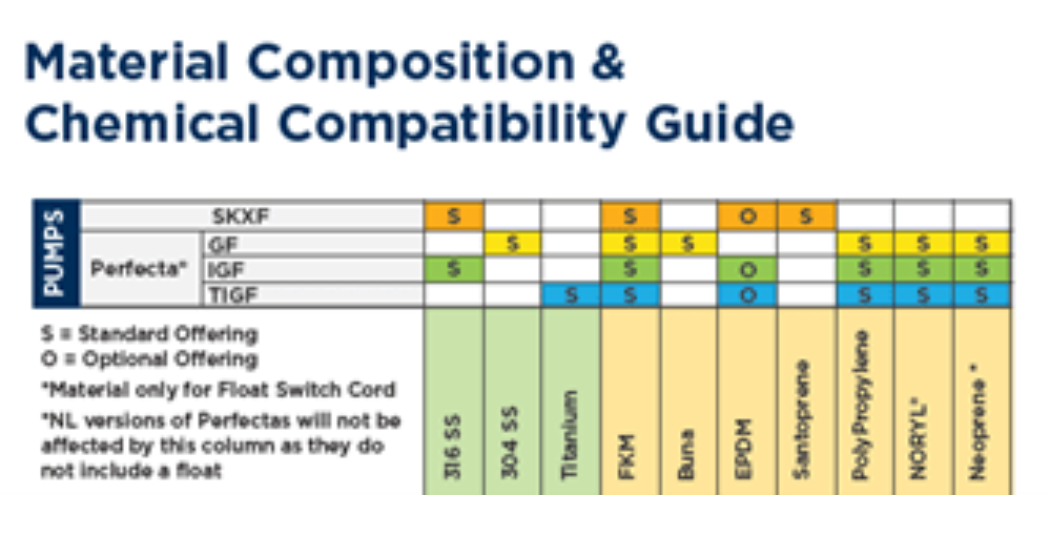
Elastomer material for soft goods such as seals or O-rings should be selected based on the processing application and the temperature range. The application engineer can recommend the best elastomer, with the most common or standard options made from FKM or EPDM. FKM handles a broad temperature range and more acidic liquids, while EPDM is typically used in highly caustic situations.
 Certain food and beverage production processes rely on highly acidic additives or flavorings that are added to the product and then flow into the waste stream. For example, the brewing process for sour beers involves either citric or lactic acid, which changes the pH level significantly compared to brewing a standard beer. Standard beer waste might have a pH level of 5.5, while sour beers can drop to a pH of 3. Proper selection of the appropriate elastomer to handle highly caustic or acidic waste streams can help prevent seal and failure in food and beverage pumps.
Certain food and beverage production processes rely on highly acidic additives or flavorings that are added to the product and then flow into the waste stream. For example, the brewing process for sour beers involves either citric or lactic acid, which changes the pH level significantly compared to brewing a standard beer. Standard beer waste might have a pH level of 5.5, while sour beers can drop to a pH of 3. Proper selection of the appropriate elastomer to handle highly caustic or acidic waste streams can help prevent seal and failure in food and beverage pumps.
To learn more about proper elastomer selection, check out the Material Composition & Chemical Compatibility Guide in their latest whitepaper.
 It is highly recommended that seal inspection occurs during every preventive maintenance procedure or at the very least, every 12 months.
It is highly recommended that seal inspection occurs during every preventive maintenance procedure or at the very least, every 12 months.
Solids Handling
Every food and beverage processing plant will have some degree of solids mixed with the wastewater, whether from the solid food bits, fats oils and greases (FOG) or loose items such as hairnets, gloves, and more. These items result in clogged pumps, operational downtime and excessive maintenance costs.
A broad understanding of the potential range of solids to be managed is critical in to keep the pumps working at optimal efficiency and the pits from overflowing.
 The BJM Fahrenheit® SKGF Series high temperature, solids handling pump solved the problem of constant clogged pumps at a potato chip manufacturer. The clogs halted production multiple times each shift.
The BJM Fahrenheit® SKGF Series high temperature, solids handling pump solved the problem of constant clogged pumps at a potato chip manufacturer. The clogs halted production multiple times each shift.
The SKGF Series pumps feature patented RAD AX® (Radial + Axial) dual shredding technology that supplies the functionality required for a high level of solids along with high temperatures, to cut, shred, shear solids up to 76.2mm (3.0in) in diameter.
Work with applications engineers at IFS for a food and beverage wastewater pump that meets your specifications, whether replacing an existing pump, adding a backup, or evaluating pumps for a new installation or plant expansion.
Industrial Flow Solutions™ offers a comprehensive portfolio of submersible pumps, direct in-line pumps, and control solutions ideal for industrial, commercial, and municipal applications. IFS products are problem-solving solutions for Industries including mining & materials, food & beverage, construction, commercial buildings, municipal water and wastewater, power generation, and utilities. With BJM Pumps®, DERAGGER™, Stancor®, and OverWatch® Direct In-Line Pump System, IFS is turning flow problems, into flow solutions.


