SIMS Pump Company was tasked to investigate the possibility of re-designing of the existing Metallic Enclosed Centrifugal Impeller and manufacturing a Non-Clogging SIMSITE® Structural Composite Impeller to resolve the pump clogging problem. The customer specified that the Non-Clogging SIMSITE® Impeller must to fit into the existing Pump Casing and match, or exceed the performance of the original metallic Impeller, which would eliminate the need for a new Electric Motor.The SIMSITE® Impeller was tested using clear water to prove that the pump performance was not affected. After that, the Pump with SIMSITE® Impeller was tested with water containing 2” long by 1/8” diameter nylon strings. The test clearly showed that the SIMSTE® Open-Faced Impeller was capable of pumping the strings without clogging, and without any performance degradation. The Pump with the metallic Enclosed Impeller was incapable of processing the same amount of the strings and experience severe performance degradation.
Pump Description
The subject pump is a close coupled Vertical In-Line type pump with an overhung Impeller. The pump performance is 80 GPM at 48 Ft of Head. This performance is being achieved with a 2 HP Motor running at 3500 RPM. The Pump Casing has a 2 inch suction and 2 inch discharge in an in-line configuration.
Non-Clogging SIMSITE® Open-Faced Impeller
To design a proper SIMSITE® Structural Composite Non-Clogging Impeller, SIMS had to make drastic changes to the original Enclosed Bronze impeller to meet the performance, and non-clogging requirements. The SIMS Engineering staff designed the impeller without a front shroud to solve the non-clogging aspect of the impeller. Secondly, the SIMS Engineering Staff decided to reduce the number of vanes to (3) three vanes from the original (5) five vane design. This enabled the vane channels to be opened up. The opening of the vane channels reduces the risk of clogging. Back pump-out vanes were added on the Impeller Back Shroud to prevent fibers from clogging the seal chamber and to reduce the axial thrust for the impeller. After these changes were made, the vane geometry had to be adjusted to match the original performance and maximize efficiency. To maximize performance and efficiency, the shape of the vanes, exit port and impeller diameter had to be modified. The drawing below compares the open-faced SIMSITE® Structural Composite Non-Clog Impeller with the original Enclosed-Design metallic Impeller.
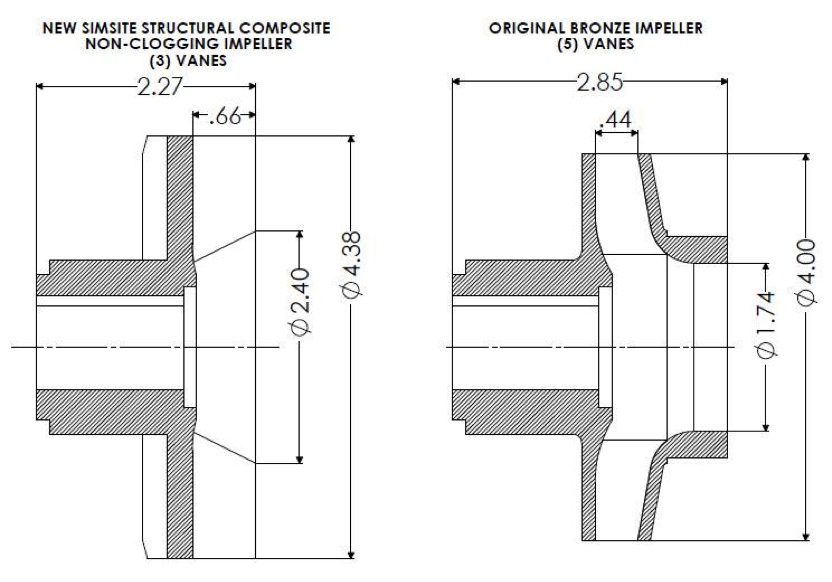

Meridional Profile of Non-Clogging SIMSITE® Impeller vs. Conventional Enclosed-Design Metallic Impeller

SIMSITE® Non Clogging Impeller next to Conventional Enclosed Impeller
Pump Performance Test with Clear Water. Non-Clogging SIMSITE Impeller vs. Enclosed Metallic Impeller
The Test Stand was built out of transparent piping allowing for observation of the flow circulation. The subject pump was tested first in the Closed Loop Test Stand with clear water with the Enclosed Metallic Impeller and then retested with the SIMSITE® Non-Clogging Open-faced Impeller. Below is the picture of the Test Stand.

The graph below shows the pump performance with the SIMSITE® Non-Clogging Impeller vs. the Enclosed Metallic Impeller.
It can be clearly seen that the Non-Clogging SIMSITE® Structural Composite Impeller not only matches the original performance requirements, but even outperforms the original Enclosed Metallic Impeller. This testing was done with clean fresh water at ambient temperature. For the first test, no fibers were added into the loop to properly test the pump performance.
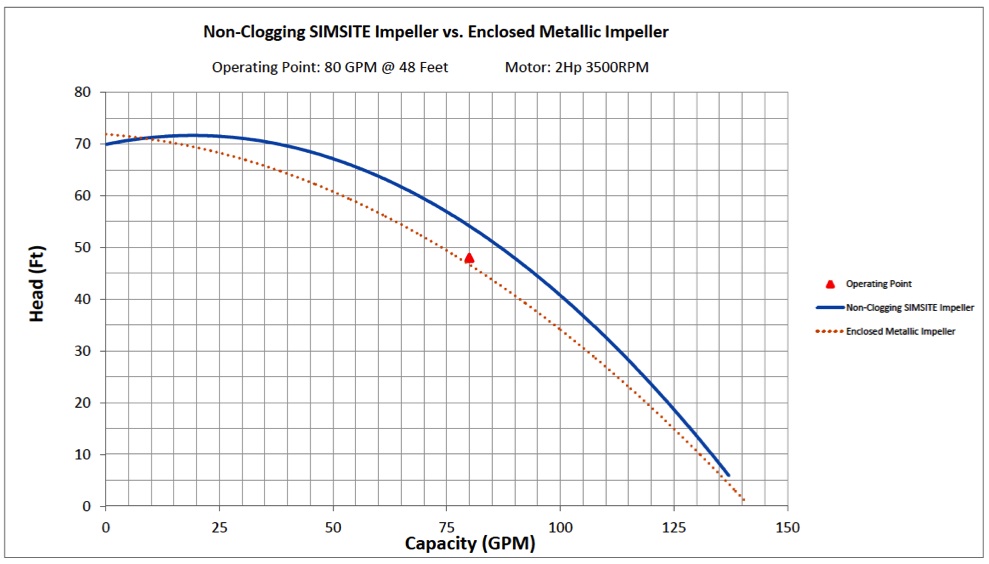
Comparison of Pump Performance with SIMSITE® Non-Clogging Impeller vs. Conventional Enclosed Impeller
Pump String Handling Capabilities
Nylon strings were chosen to simulate fibrous material. The 2 inches long by 1/8 inch diameter soft flexible nylon rope was cut for the test to simulate fibrous debris.The pictures below show an individual fiber and a number of them together ready for the String Handling Test.

1/8” Nylon Rope

Simulation of fibrous Material
The pump with the Enclosed Metallic Impeller was tested first. This test was started by running the pump at the operating design point of 80 GPM and slowly dropping the fibers materials into the loop. The first 25 fibers were dropped in the test loop, a few at a time, and immediately the Pump Capacity dropped by 20 GPM down to 60 GPM. The pump was still moving the fibers through the piping, but not as well. The fibers started to come out of the discharge of the pump clumped together. As we added more fibers the capacity continued to drop until it was down to less than 40 GPM. At this point all the fibers were in the test loop system, but the fibers were no longer circulating through the test loop. Upon stopping the test and opening the pump for inspection of the Enclosed Metallic Impeller, we found that a large majority of the fibers have become clogged inside of the enclosed metallic impeller. Most of the fibers had become intertwined with the blades of the impeller.
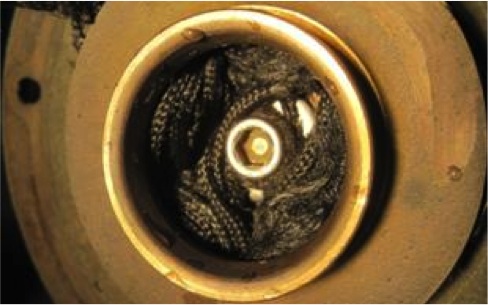
Clogging of the Enclosed Metallic Impeller

The pump was then disassembled and fit with the Non-Clogging SIMSITE® Impeller. The same String Handling Test was performed. The pump was once again set up to run at the operating design point of 80 GPM at 48 Ft of Head at 3500 RPM. The 25 strands of fibers were introduced into the pump Test Loop. The pump performance was not changed, and we observed the fibers freely circulating throughout the Test Stand. The Non-Clogging SIMSITE® Impeller handled the fibers without any deterioration of performance or efficiency! There was no drop in performance and no noticeable vibration, or noise, was detected either. Even after SIMS put in (75) seventy five strands of the fibers into the Test Loop, the Non-Clogging SIMSITE® Impeller kept on pumping the fibers through the test loop without any noticeable drop in performance, or efficiency!!!

SIMSITE® Non-Clogging Impeller
not clogged by the fibers
The Test Stand was then drained, and upon inspection of the pump, it was found that the Non-Clogging SIMSITE® Impeller was absolutely free & clear from the fibers. This fact proves that the Non-Clogging SIMSITE® Impeller is working as it was intended, permitting the pump to handle the stringy materials without clogging or deteriorating pump performance.
Conclusion
Existing metallic centrifugal pumps can be upgraded, and even modified for difficult services by re-engineering the Impellers utilizing state-of-the-art computerized design, manufacturing techniques, and SIMSITE® Structural Composite.
In this case, the performance and reliability of the solids handling pump was substantially improved by upgrading the impeller to an Open-Faced SIMSITE® Structural Composite Impeller. Utilizing the advantages of structural composites, computerized engineering programs and techniques, allowed the re-engineered open-faced Impeller to exceed the performance and reliability of the Enclosed Impeller. Additionally, manufacturing the Impeller from SIMSITE® Structural Composite further enhanced the pumps’ Corrosive Resistance. SIMSITE® Impellers never corrode in Waste Water, Sewage, Sea Water, or Chlorinated Water, and are excellent with most acid and alkaline services.
For more information, visit simsite.com


