In addition to all the challenges of responding to the biological demands of wastewater treatment, packaged wastewater treatment plants — aka, package plants — also face physical and financial demands related to size and efficiency. Here are several factors that can help utilities, design engineers, and package plant OEMs reduce cooling concerns and maintenance costs when using low-hp pumps (<10 hp) in open-air applications.
The Beauty Of Package Plants
Package plants that are manufactured offsite and installed at a treatment location — instead of being built from the ground up — offer convenient solutions for stand-alone wastewater applications. They can be installed to handle pockets of municipal growth that are located too far from centralized treatment facilities to consider installing miles of sewer lines or to replace failing septic systems serving isolated developments. Best of all, without the need for major excavation or poured concrete basins, they can typically be operational more quickly than custom-built, in-ground installations.
The Challenges Of Package Plants
For all their advantages, package plants can face challenges related to their simple aboveground designs. It pays to evaluate the physical design, hydraulic performance, and cooling characteristics of pumps in those applications, with respect to the specific design issues at play (Figure 1).

Figure 1 Photo courtesy of HOMA Pump
Figure 1. Common package plant attributes — such as exposed pumps and wastewater debris — can challenge the cost efficiency and maintenance intensity of pump performance if pump selection fails to address specific cooling and clogging issues.
- Clogging. Based on the typically low sophistication of screening capabilities installed at the headworks of a package plant, all manner of stringy debris — including wipes, rags, hair, dental floss, etc. — might need to flow through the pumps and possibly their cooling systems. Pumps that are prone to impeller clogging or ragging issues, or that require significant disassembly to clear clogs, can quickly drive up maintenance disruptions and costs that are exacerbated by after-hours service calls.
- Cooling. With aboveground tanks, the pumps used to transfer water between treatment stages are typically mounted in a small, open space between tanks. Because they are not submerged in liquid to provide automatic cooling, operation in the full heat of the summer sun can leave them susceptible to overheating unless supplemental cooling is provided. Yet each cooling option or external cooling system comes with its own complications and considerations:
-
- Product Cooling. Product-cooled pumps can minimize the complexities of auxiliary cooling systems — on the condition that debris in the wastewater flow does not compromise pump performance. Because low-head pumps typically used in package plant applications do not generate sufficient pressure to force debris through small cooling ports or passages, pumps with smaller, clog-susceptible cooling water openings increase the risk of cooling water disruptions.
- Ambient Air Cooling. Depending on seasonal average temperatures, some operators will risk running without auxiliary pump motor cooling and accept any maintenance and repair costs and efforts that come with it. Many suppliers offer oil-filled motors as a means of motor cooling, but in warmer climates these solutions often lead to motors operating at extremely elevated temperatures, resulting in shorter service life. Operators might also try supplemental external fan cooling. At lower latitudes where sun-baked equipment can reach well over 100°F, the risks of air cooling can become cost-prohibitive in terms of motor repair or replacement issues.
- Fresh Water. Even at the rate of about 1 gpm per pump, the costs of using potable water as a 24/7 source of cooling water can add up quickly. Trying to limit cooling water flow only to periods of active pump use would add the cost and complexity of flow sensors, control switches, and safety interlock systems. In either case, backflow preventers would be needed to avoid the possibility of contaminating the potable water source.
- Reclaimed Water. While using reclaimed water from the treatment plant itself could be considered a cost-free cooling alternative, that supply can be disrupted when upset conditions cause non-compliant effluent to be diverted back to the head of the treatment stream.
- Auxiliary Coolants. Installing closed-loop cooling systems with heat exchangers and glycol- or oil-type coolants can add additional costs and concerns for maintenance and for coolant storage, disposal, and potential leaks or spills.
How To Meet The Challenges
Choosing low-horsepower pumps designed specifically to resist cooling and clogging problems commonly experienced in package plants can go a long way toward keeping processes flowing. The cutaway diagram in this document offers a multifaceted basis of comparison for upgrading failed pumps or evaluating options to current OEM package plant designs. That includes pumps for a variety of ‘dry pit’ applications — raw sewage intake, charging tanks, transfers to or from equalization (EQ) tanks, pumping sludge from the bottoms of clarifiers and settling tanks into trucks, or unloading septic vacuum trucks.

Figure 2 Graphic courtesy of HOMA Pump
Figure 2. An ample cooling-jacket design (demonstrated here) that avoids the restrictions of narrow inlet ports provides cooling performance comparable to that of a submerged pump. The constant flow of water can keep the pump motor naturally cooled without added components or costs, despite intermittent operation and direct exposure to sunlight.
- Convenient, Continuous Cooling. A pump with a fully enclosed cooling jacket that provides ample continuous flow of clean, clear, or clarified cooling water around the entire motor housing can essentially function like a submerged pump (Figure 2) that requires no ancillary hardware, connection, control, or coolant costs. Pumps of this design have been shown to run 15°C (59°F) cooler than pumps with smaller, easily clogged cooling ports. Circulated cooling water is filtered using a controlled radial tolerance, or ‘labyrinth effect’ facilitated by the volute and upper impeller shroud. Additional benefits include improved lower seal lubrication and cooling.
- Minimal Clogging And Ragging. Computer-aided impeller and pump volute designs (Figure 3) that minimize dead spots in the volute and recirculation inside the impeller enable solids in the wastewater stream to pass through the pump more easily instead of hanging up (Figure 4).
- Ease Of Cleaning. Pump applications requiring routine impeller or cutter adjustment can pose difficult maintenance challenges, especially when installed with hard-piped suction and discharge connections. In anticipation of cooling flow blockages or ragging, look for pump designs that minimize those potential problems and aid in easy routine cleaning by operating staff personnel if they do occur — without need for highly skilled labor to dismantle critical hydraulic or electrical components.
- Space-Saving Convenience. In compact package plants where space constraints are common, product-cooled pumps that offer the flexibility of both vertical and horizontal mounting can be a significant advantage. And when those designs can be assembled from common components to satisfy a variety of capacity needs, the ready availability of pump sizes tailored to specific applications can be an added convenience for pump specifiers.
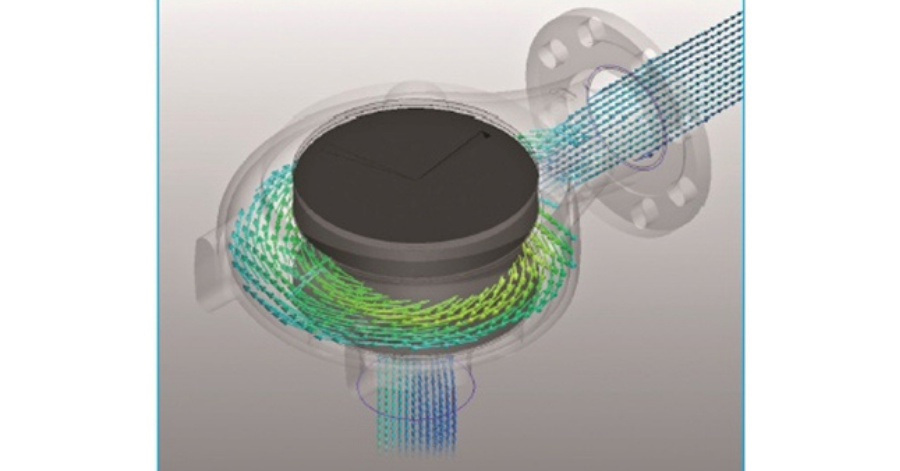
Figure 3 Graphic courtesy of HOMA Pump
Figure 3. Pump manufacturers who use computational flow dynamics to refine housing and impeller designs can improve hydraulic efficiencies by more than 80 percent over traditional pump designs.
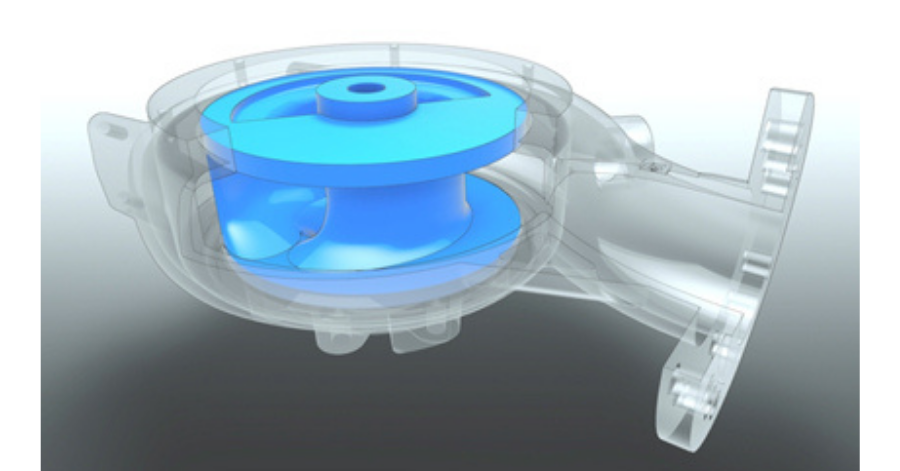
Figure 4 Graphic courtesy of HOMA Pump
Figure 4. A pump with a single volute impeller and a wide opening at the centered intake port provides ample flow to accommodate most debris passing through a package plant, as highlighted in this video clip.
The reduced complexity of product-cooled pump solutions designed to account for real-world concerns in package plant operations helps first-time users have more confidence in handling a wide range of concerns. These typically include: breakdowns or premature end-of-life, solids-entrained flows, the impact of VFD turndown on cooling needs, and the ready availability of job-matched pumps that can provide trouble-free performance and reduce the risk of performance disruptions due to excessive maintenance. Additional benefits to look for in any evaluation of product-cooled pumps include the experience of distributor and technical personnel who can address the task-specific needs of package plant applications to help shorten the learning curve.
Special thanks to Michael Vizza of Barney’s Pumps Inc. for his contribution to this article.
Originally published with WaterOnline.
Learn more about HOMA pumps used in wastewater applications.