The pressure relief valve is one of the most important types of safety valves. For example, it can set a limit on the rise of pressure within a hydraulic line. In normal operations, the valve is closed, and no fluid passes through. However, if the pressure in the line exceeds the limit, the valve opens to relieve the pressure. This protects expensive machinery—such as pumps, motors, and actuators—from becoming damaged by high pressure. Without a relief valve, pressure can continue to grow until another component fails and the pressure is released.
Pressure relief valves fall into two categories—direct acting and pilot operating.
- Direct Acting – This is a relief valve that is held closed by the force of a mechanical spring. The spring force holding the valve closed is opposed by the system hydraulic pressure. The cracking pressure is the minimum pressure differential at which the valve will begin to open. As long as the system operates at a pressure that is at or under the cracking pressure, the valve remains closed. If the hydraulic pressure increases even a small amount beyond this level, the valve begins to open and fluid begins to pass through. The pressure at which the valve is fully open is called the “full relief valve pressure” and is higher than the cracking pressure. When the fluid in the hydraulic system reaches the full relief valve pressure, the valve will be fully open, and all the fluid will be discharged through the outlet port.
- Pilot Operating – These make it possible to handle higher pressures and flow. These valves are also much smaller than direct-acting relief valves rated for the same pressure. This valve has two stages. The first is composed of the main valve with a poppet and spring large enough to handle the maximum flow rating of the valve. The second stage is composed of a much smaller direct-acting relief valve, which includes a pilot relief poppet, pilot spring, and an adjustment knob.
Relief valves can be used anywhere in a hydraulic circuit where it’s necessary to prevent pressure from exceeding a maximum level. Advantages of direct acting valves are their low cost and fast response times to pressure spikes. Pilot operating valves are designed to work with higher pressures and flows.
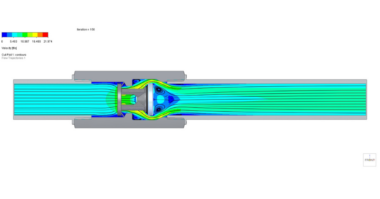
Inline spring-loaded check valves can be used in a variety of low-pressure relief applications. Utilizing either elastomeric, thermoplastic or metal-to-metal seals, these valves can be custom-built with spring materials ranging from stainless steels to Titanium, Inconel, or many other materials. Keep in mind that different spring materials will perform differently depending on their unique properties.
The key to pressure relief in these cases is that the poppet moves away from the valve seat when the force of the upstream pressure exerts a greater force than that of the spring, allowing the media to pass through the outlet port. When sizing check valves for pressure relief applications, it’s important to know the set pressure and the maximum pressure the system can handle.
The primary purpose of installing a pressure relief valve is to protect life, property, and the environment. It’s a safety feature that stops too much pressure from rupturing and causing injury or damage to the equipment.
For more information, visit www.checkall.com.