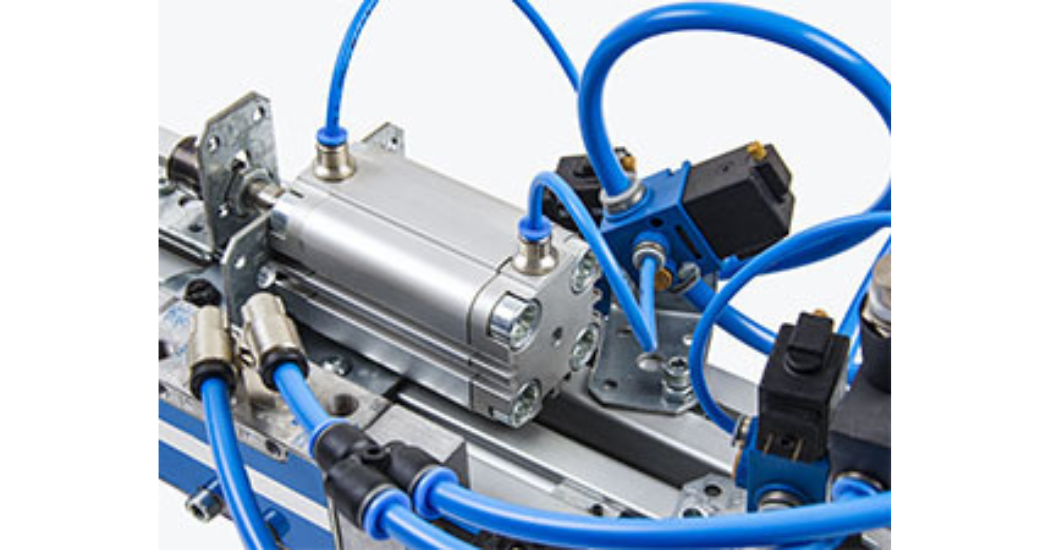
Pneumatic equipment functions with ease. Compressed air travels through tubing to reach a pneumatic actuator through a solenoid valve. This actuator serves as the operational component of the system. It can be a pneumatic cylinder or a diaphragm. The cylinder has a piston inside it and can be single acting or double acting regarding piston travel. The solenoid valve directs the air depending on the design of the system. Diaphragm actuated equipment converts the pneumatic energy into linear motion. Cylinder actuated equipment converts pneumatic energy into either linear or rotary motion.
 Even though the operation is simple, intricate metal parts involved in the system make it complicated to maintain. Certain components of solenoid valves, such as the metal spool, piston/cylinder assemblies, and control valve positioners, are vulnerable to damage due to pitting corrosion, oxidation, and abrasive wear. Traces of moisture in the air are enough to corrode metallic surfaces. If the corrosion is unchecked, it can lead to premature failure of equipment.
Even though the operation is simple, intricate metal parts involved in the system make it complicated to maintain. Certain components of solenoid valves, such as the metal spool, piston/cylinder assemblies, and control valve positioners, are vulnerable to damage due to pitting corrosion, oxidation, and abrasive wear. Traces of moisture in the air are enough to corrode metallic surfaces. If the corrosion is unchecked, it can lead to premature failure of equipment.
Conventional low-viscosity lubricants like air line oils, turbine oils, and hydraulic oils composed of mineral oil can’t ensure proper lubrication of moving components. When petroleum-based oil comes in contact with air, it forms a sticky varnish that lowers the efficiency of the pneumatic equipment cycling.
Slipstick, chatter, and erratic motion due to increased friction reduces piston seal life and damages the cylinder bore. Further, increased friction consumes more energy due to the higher inline pressure needed to actuate the equipment. Therefore, it is extremely important to give special attention to the pneumatic lubricating oil.
 Important Properties to Look for in Pneumatic Oils
Important Properties to Look for in Pneumatic Oils
- Water absorption is one of the most important properties of pneumatic oil. A good quality pneumatic oil can absorb water from compressed air to stop moisture from coming into contact with metal surfaces, such as pistons, cylinders, and solenoid valves. As a result, it reduces corrosion potential of the metal surfaces. This feature is essential in industries where moisture and water are present. Examples include marine, hydropower, food and beverage, paper and pulp, and mining in outdoor applications.
- Detergency is another feature that helps keep the surfaces clean thus reducing varnish formation. Further, any dust, debris, or fine particulate contamination in the air system can be dispersed and removed in the exhaust air. This improves energy consumption and efficiency of the equipment.
- Low friction and less wear make the equipment last longer. Good quality anti-wear additives provide these features to a pneumatic oil. It is critical that these essential additives be moisture tolerant and not form acidic byproducts.
- Low air mist hazard is important to maintain a safe working environment. Air mist coming from exhaust stroke of pneumatic cylinder can be hazardous for the workers. Therefore, it is important to use safe, eco-friendly lubricants that do not create hazardous petroleum mist in the working area.
“Moisture control, superior detergency, reduced friction, and less hazardous air mist are essential for efficient pneumatic equipment.”
Most of the industrial pneumatic systems are designed with a lubricator cup in the line after a regulator. If the system does not have a cup, it can be readily purchased and fitted in the line after the regulator. As air passes through the line, it absorbs the oil from the lubricator cup. Periodic checking of the oil level is recommended. Air tools in maintenance shops can also be lubricated with pneumatic oil by adding a few drops in the air inlet opening of the tool.
 Chesterton’s Solution for Better Pneumatic Reliability
Chesterton’s Solution for Better Pneumatic Reliability
“Chesterton® 650 AML is NSF H1 registered and exhibits one of the highest Load-Bearing and water absorption capabilities and one of the lowest coefficients of friction in its category.”
One of the promising products in this category is Chesterton® 650 AML– Advanced Machinery Lubricant. This product is made with biodegradable base fluids and other food-grade ingredients and is NSF H1 registered.
It is a high-performing product with a Falex Pin and Vee Block load-bearing capability (ASTM D 3233) exceeding 1700 kg-f and a coefficient of friction as low as 0.05, better than most leading pneumatic oils in the market . This product is designed to form a robust lubricating film on the surfaces and helps reduce wear, extend equipment life, and lower power consumption.
650 AML is capable of absorbing more than 50% of water and keeping it in suspension. This mechanism helps prevent water from coming into contact with metal surfaces and lowers the risk of corrosion. High-performing detergents in this product disperse dirt and debris and easily clean varnish and gums, keeping surfaces clean and improving energy efficiency.
Engineered with a unique blend of plant-based and synthetic esters, this product incorporates environmentally friendly and worker safe features in its design. It is readily biodegradable, with 91% biodegradability based on OECD 301A. When air is exhausted out from the cylinder, the air mist can compromise worker safety if the oil is mainly petroleum-based. 650 AML is mostly plant and synthetic-based ester oil, decreasing air mist hazard and lowering the risk to workers.
With all its robust performance capabilities, biodegradability, and worker safety features, 650 AML deserves space in your cabinet for the routine lubrication needs of pneumatic systems and air tools.
For more information on the product contact Chesterton’s Application Engineering department.
About The Author:
Gaurav Pattarkine has extensive experience working in materials and chemical industries holding different roles and responsibilities including Product Management, Strategic Marketing, Product Development, and Operations. He is passionate about understanding customers’ needs and providing them with applicable solutions. As a Global Product Manager for Industrial Lubricants portfolio, he assumes responsibilities of launching new product solutions to meet customer demands, managing the existing product line and training sales personnel and end users.