There are many opportunities to conserve the use of water in mining. One area where water reduction in mining has often been overlooked is rotating equipment such as pumps and mixers. Careful selection of the proper sealing device can greatly reduce water consumption and its associated costs. In this blog, we will talk about some of the sealing options available to effectively reduce or eliminate the water needed for the pump sealing element.
 The Importance of Water in the Mining Industry
The Importance of Water in the Mining Industry
In about 98% of the industrial applications, the liquid used for hydraulic transportation of solids is water. The amount of water used in the US mining industry is roughly 5.3 billion gallons per day, most of which comes from groundwater sources. In rare cases, other liquids such as acids and caustics, kerosene, and alcohol are used.
Because many mines are located in remote regions where the mineral deposits exist, water can be scarce. The cost related to water treatment and removal can be significant. In addition, the withdrawal of water required to produce the goods can negatively impact the surrounding ecosystem and increase the environmental footprint.
 Areas for Reducing Water Use
Areas for Reducing Water Use
Slurry pumps are often overlooked as a source of water consumption. Flushing systems in a single pump can use an average of 2 US gallons per minute. Assuming full year operation (24 hours x 365 days), the yearly water consumption for a single pump could add up to:
- 2 gallons per minute
- 120 gallons per hour
- 2,880 gallons per day
- 20,160 gallons per week
- 1,051,201 gallons per year
Flush water has been considered essential to the proper operation of the sealing element. The cost of flush water can be as much as $0.016 per gallon. Adding to that cost is the expense of:
- Filtration systems (to remove larger solids)
- Flush water reheating
- The cost of water removal from the diluted product
Selecting A Flush-Free Sealing Method
Proper selection of the pump sealing components can considerably reduce or eliminate the amount of flush water used in the mining process. Where some loss of product is acceptable, packing is normally the first choice. To completely eliminate the need for flush water, several mechanical seal design options exist. Overall, depending on the application and expected life of the pump, considerations on the sealing element must be taken such as:
- Cost of downtime
- Ease of installation
- Loss of product
- Equipment condition
- Stuffing box accessibility
Using Packing to Reduce or Eliminate Flush Water
When product dilution or slight leakage is acceptable, packing is considered the most cost-effective sealing method.
In packing, heat resistance is extremely critical when flush water is reduced or eliminated and low leakage is required. There are several packing options when considering a reduced or flush-free  sealing approach:
sealing approach:
Graphite is often seen as an ideal material for flush free service. It has low heat generation, high temperature capability, and excellent thermal conductivity. A common problem associated with graphite tape packings is extrusion through the stuffing box throat and gland. However, using a graphic packing manufactured with reinforced braided corners (or another advanced manufacturing method) will help avoid extrusion during use.
Another flush-free option is injectable packing, which offers a unique approach to flush free sealing and repacking. Injectable packing is typically a heat-resistant thermoset material composed of chopped reinforced fiber and lubricants. The packing material is injected through the flush port into the stuffing box. Since the injected material doesn’t have any strength, it is necessary to inject it between braided packing end rings (see Figure 1).

Figure 1: The packing mixture is injected through the lantern ring flush port into the stuffing box
When flush water is the preferred option, the life of the packing set will be reduced if the flush supplied has:
- Solids or abrasives in it
- If the flush pressure is below media pressure
If the flush water is not filtered properly before used or the flush pressure is not 1 Bar (14.5 PSI) above stuffing box pressure, solids will migrate between the packing set. The flush or media can introduce solids between the packing rings and the shaft sleeve. When this occurs, the solids act as a grinding element that damages the shaft sleeve and the packing.
Whether using flush or not, a reduction in the solids that come into contact with the packing can increase packing life. SpiralTrac™ is one of the environmental control product technologies that can accomplish that goal. It also reduces the amount of flush water needed to flush the packing (see Figure 2).

Figure 2: Packing with an environmental controller inside stuffing box
Other benefits to the environmental controller are:
- Reduces product dilution
- Eliminates the need for a lantern ring
- Provides a clean flush to the sealing rings
Note that with this type of environmental controller, the flush pressure still needs to operate 1 Bar (14.5 PSI) above media pressure; otherwise, solids will still migrate and damage the packing.
Using Mechanical Seals to Eliminate Flush Water
When slurry dilution and product leakage is unacceptable, mechanical seals are the best option. Many mechanical seals that are designed for slurry applications require no seal flush water, resulting in cost savings associated with flush water treatment and product dilution.
Flush-Free Single Mechanical Seals
Some single mechanical seals have been specifically designed to operate without a flush. In flush-free single mechanical seals, clearances around moving parts are maximized to prevent clogging. This maximizing of clearances around the seal faces combined with tighter face loading prevent clogging and particulate build-up.
Some single slurry mechanical seals such as the Chesterton 170/170L can handle up to 40% solids by weight with no flush. In severe applications, where solids are greater than 40%, mechanical seals need assistance from an environmental controller to remove larger solids from the stuffing box bore where the seal operates (see Figure 3).
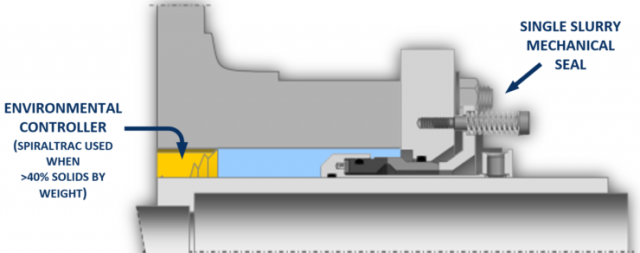
Figure 3: Single slurry mechanical seal in a stuffing box
Additional benefits beyond a flush-free operation can be realized by using a split version of this type of environmental controller with split mechanical seals. Split seals offer simple installation without the need for pump disassembly. Add to this the benefit of flush-free service and one will quickly realize that this is a unique sealing device arrangement for water conservation and ease of assembly.
Dual Mechanical Seals with Environmental Controls
In more severe slurry services, mechanical double seals such as the Chesterton 280 are often recommended. With the proper environmental control in place, product dilution is minimized to less than 50ml (2 fl. oz) per day (see Figure 4).
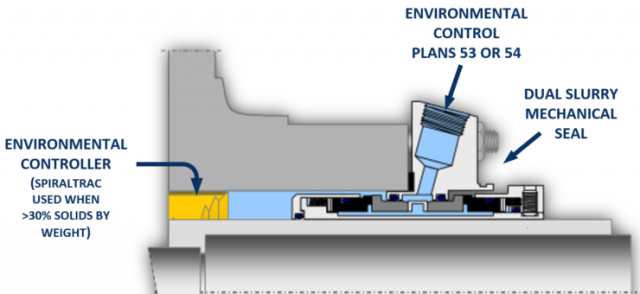
Figure 4: Double slurry mechanical seal in a stuffing box
The use of a barrier fluid tank in conjunction with a double mechanical seal offers the greatest water conservation available with dual seals. The barrier fluid tank is a closed loop system with no need for continuous feed from an external water source. The tank is typically pressurized 1-2 bar (15-30 psi) higher than the stuffing box pressure in the equipment using external gas or water pressure. Water cost savings can be significant. Higher reliability can be obtained using a double seal with an internal pumping ring to provide greater barrier fluid flow for more effective cooling.
For a broad understanding of the differences between mechanical seals and packing, please check our recent blog post on Packing vs. Mechanical Seals. For a better understanding on the benefits of injectable packing, please check our recent blog post on Pump Packing Materials for Worn Equipment: The Benefits of Injectable Packing.
For more general information on this topic read: Managing Water Consumption in Mining (Mining-Technology.com)