
Transforming the traditional concept of sealing, applying gas seal spiral groove technology to wet seals
When improving the performance of mission-critical pumps, John Crane’s customers face challenges, including high heat generation, poor lubrication, abrasion, and barrier system complexities. To solve these problems, we developed a new face treatment, called Up-Stream Pumping, as part of our suite of seal face technology options for rotating equipment. Drawing upon our pioneering gas seal innovations in the 1960s and 1970s, John Crane engineered the Up-Stream Pumping concept for liquid services and launched this new face treatment three decades ago. Today, we answer operators’ toughest challenges, improving seal and pump reliability, preventing unplanned downtime and reducing operating costs across a broad range of process industries.
John Crane’s unique, engineered, non-contacting Up-Stream Pumping face technology borrows from gas seal designs to deliver a breakthrough in liquid sealing technology. This allows operators to:
• Improve mechanical seal life
• Increase mean time between repair (MTBR)
• Reduce seal leakage to atmosphere when compared to a pressurized dual seal
• Allow a clean inboard face fluid interface, even with dirty product
• Deliver a simple support system ensuring face lubrication without the cost of a pressurized barrier system
• Prevent solid build-up with slurries, scaling fluids or solids in suspension
• Eliminate seal face flush to dissipate seal heat, reducing water usage
• Address low water supply pressure challenges
• Reduce power consumption and heat generation due to noncontacting technology
John Crane’s Up-Stream Pumping face treatment seals and support systems are designed to improve seal and pump reliability, prevent unplanned downtime, reduce operational costs and save valuable time and resources.
Why are Face Treatments So Important?
Face material selection is critical to the performance of the mechanical seal. Every mechanical seal application experiences challenges, often including poor lubrication. Poor lubricating process can damage seal faces leading to increased leakage, unplanned downtime and even catastrophic equipment failure. That’s why our experts have developed a suite of seal face technologies—including Up-Stream Pumping—that can address the most difficult sealing problems and optimize the performance of rotating equipment in all process industries. Let our engineering experts apply a century of success to help you choose the best face technology to meet your unique application needs.
Starting with Game-Changing Technology
In the 1960s and 1970s, John Crane’s patents for centrifugal compressor mechanical seal designs pioneered the use of non-contacting spiral groove face technology in gas compression applications. These new gas seals revolutionized centrifugal compressor shaft sealing by delivering a step change in compressor reliability and operating costs.
Applying Spiral Groove Technology to Pumps
Spiral Groove Technology
By the 1980s, John Crane engineers started working with these faces on mechanical seals for pumps, applying that same game-changing innovation to “actively lift” the faces of wet seals. The results were impressive, and the potential for improving pump performance in key process industries was promising. John Crane engineers kept working and launched the T8000 Up-Stream Pumping seal in 1989. Now—almost three decades later—John Crane remains the only seal company to offer this innovation for pumps.
Three Decades Prove Value
Today, John Crane customers who have applied Up-Stream Pumping face technology have experienced seal life improvements from just two to three months up to five years in some instances. Plus, with the right seal support system and piping plan, reliability issues due to poor water quality are virtually eliminated. With hundreds of installations in the last few decades, John Crane is the best— and only—expert in applying the concept of active lift to mechanical seals for pumps.
How Does it Work?
Mechanical seals require a narrow gap between faces to allow a lubricating film to work; the gap must also be optimized to eliminate leakage. The lubricating film thickness is measured in microns. Debris in process fluids can create deposits, damage faces and cause hang-up. Ultimately, seal life is shortened, and the MTBR of the pump is not acceptable.
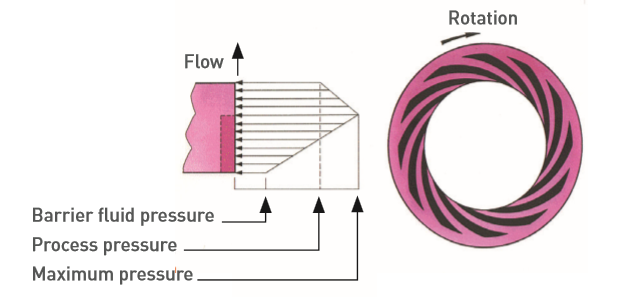
The basic concept of John Crane’s solution is that the conventional seal is replaced by a low-volume, high-pressure “pump”—the UpStream Pumping seal. This “pump” propels a minute quantity of buffer liquid along the path normally sealed by the mechanical seal faces and into the product side. Because the product side is at a higher pressure than the buffer liquid, this seal is said to pump “up-stream.”
Principles of Active Lift Operation Solve the Problem
An Up-Stream Pumping seal operates on the principle of hydrostatic and hydrodynamic force balances. The spiral groove pattern serves the purpose of a pressure-generating system, directing barrier fluid toward the outside diameter (OD), meeting the resistance of the sealing dam and increasing pressure. This causes the flexibly mounted face to actively “lift,” setting the sealing gap. In this non-contacting mode, liquid is pumped from a low-pressure region to a high-pressure region. Active lift at a seal interface offers several advantages over the traditional dual-pressurized seal approach:
• The technology is non-contacting and, therefore, the usual pressure velocity (PV) limitations do not apply
• The sealing environment within the seal chamber is cleaner, resulting from positive flow of clean fluid
• Reduced power requirements and environmental contamination
• Self-regulating and tolerant to process pressure variations
• Ability to handle slurries, scaling liquids, abrasives and products with poor lubricity
Sealing Basics
 A narrow gap must be maintained to allow a lubricating film to exist, while minimizing the rate of leakage.
A narrow gap must be maintained to allow a lubricating film to exist, while minimizing the rate of leakage.
A typical seal face film thickness is 10-50 µ-in [0.25 – 1.27 µm].
Most seal faces are produced with a finished flatness of 2 helium light bands.
This corresponds to 23.2 µ-in [0.6 µm]. A typical piece of paper is 5,000 µ-in [127 µm] thick.
Dual Pressurized VS Dual Unpressurized
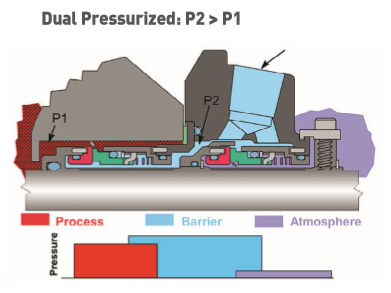
Barrier fluid is NOT contaminated by process but does require external pressurization, which increases cost
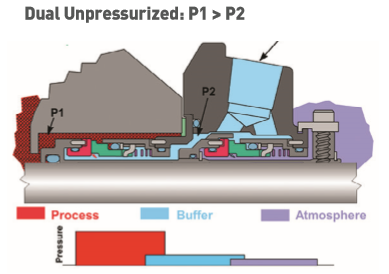
Buffer fluid is contaminated by process, which ultimately leaks to the atmosphere
Up-Stream Pumper
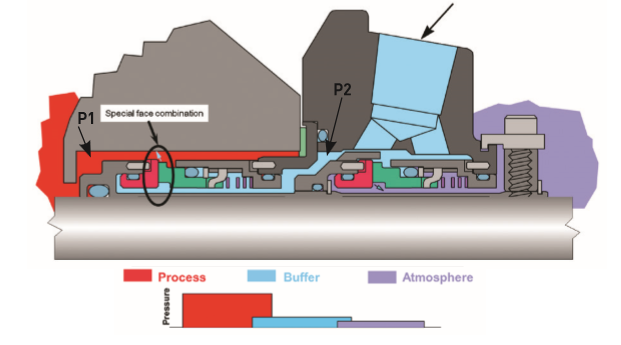
Up-Stream Pumping active lift pushes the low-pressure buffer fluid into the higher-pressure process fluid, hence taking advantage of both pressurized and unpressurized concepts
Let John Crane’s engineering experts recommend a seal face treatment to solve your most demanding challenges. Together, we will work with you to keep your mission-critical operations up and running with support and guidance from our experienced team. Visit www.johncrane.com and request a quote or consultation with one of our seal face engineering experts today!