
Contributor: Larry Bachus, The Pump Guy
What causes too many apparently good ‘process pumps’ to become problematic after the warranty expires? Before we answer this question, let’s consider all the different pumps that work during the day. Take your car, for example. You don’t realize you are actually operating 6 or 8 pumps in your vehicle alone. On starting the engine, you also start the water pump, the fuel pump, the power steering pump, the oil pump, the transmission fluid recirculation pump, the brakes (a piston pump), the pump that squirts water at the windshield, and the AC compressor (a cousin to a pump). Trucks and buses have even more pumps. Some of these pumps are centrifugal, some are positive displacement. All have seals and bearings.
There are two reasons we never consider the pumps when we drive a car:
- Each of the 6 or 8 accessory pumps operates at, or close to ‘best efficiency’.
- Each accessory ‘pipe system’ is stationary, or mostly stationary.
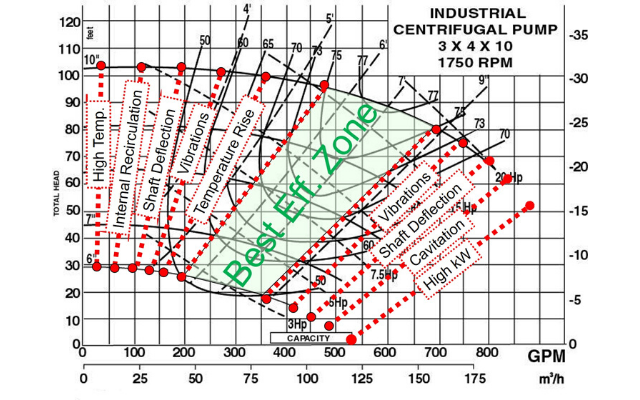
Best efficiency is a zone on the pump performance curve where the energy injected into the liquid (with the motor and the pump’s design) is aligned with the energy leaving the pump (called pressure and flow out the discharge nozzle). Engineering students in the university study this in “Thermodynamics” as ‘Conservation of Energy’.
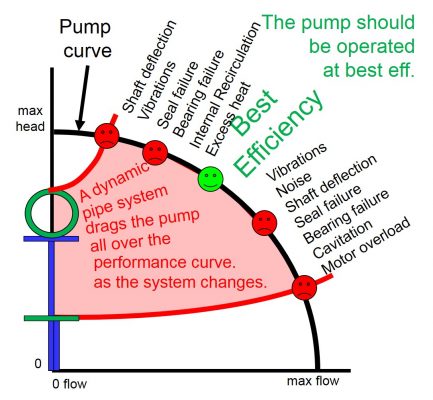
Process pumps should be operated in this zone, avoiding the left extreme, where an energy surplus exists, or the right extreme of the performance curve, where an energy deficit exists. See Picture #1 below.
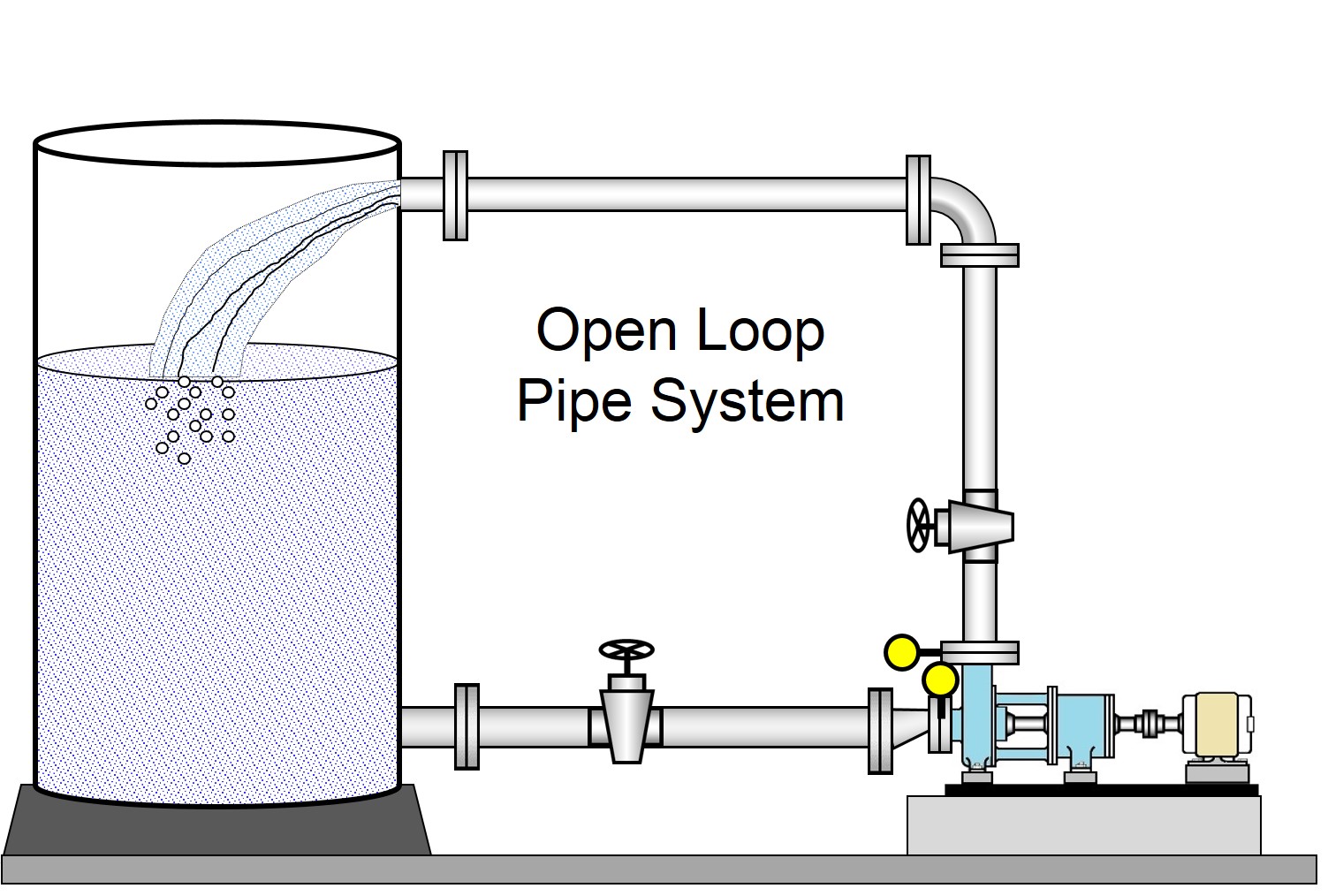
A ‘pipe system’ is composed of the suction tank or source vessel, plus the pipes and fittings leading to and away from the pump, and the discharge tank or destination point. If the suction tank is also the destination tank, we call it a loop, and the liquid recirculates through the loop. See Picture #2 below.
 Let’s take another piece of technology that many people swear they cannot live without. Not only can you wash the dishes in the automatic dishwasher, you are actually operating three separate pumps. On starting a wash cycle, you start the grinder pump, the high-pressure detergent-wash pump, and the rinse pump – all with seals and bearings.
Let’s take another piece of technology that many people swear they cannot live without. Not only can you wash the dishes in the automatic dishwasher, you are actually operating three separate pumps. On starting a wash cycle, you start the grinder pump, the high-pressure detergent-wash pump, and the rinse pump – all with seals and bearings.
Next, the laundry. A pump fills and empties the tub of your clothes-washing machine. What about the garbage disposal? This novelty at the kitchen sink is a modified grinder pump. A blender is also a modified grinder pump. These pumps have shaft seals and bearings.
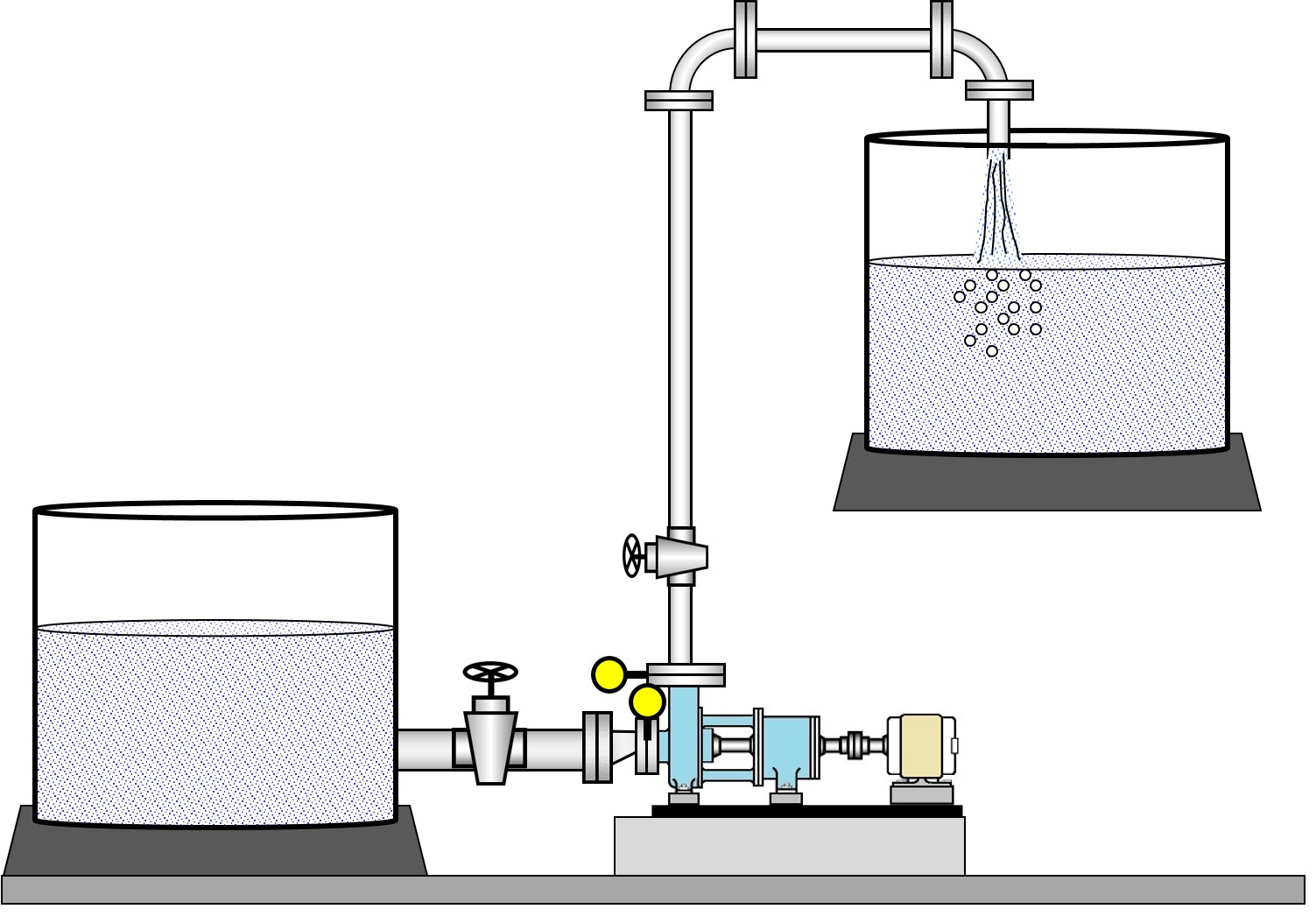
Some of these pumps are not in recirculation loops. The liquid’s destination (a drain pipe or another vessel) is different from the suction source. See Picture #3.
 All the pumps in your car and your home operate at best efficiency and the pipe systems are mostly stationary. These pumps offer many years of trouble-free service without leaking water through the seal, or suffering premature bearing failures.
All the pumps in your car and your home operate at best efficiency and the pipe systems are mostly stationary. These pumps offer many years of trouble-free service without leaking water through the seal, or suffering premature bearing failures.
The pipe system is a key contributor to the pump’s reliability, although this is rarely considered. It is more romantic (pronounced proactive) these days to chase vibrations, synthetic lubricants or some new digital gadget to improve a pump’s reliability.
The result is: Many industrial pumps are problematic, meaning the pumps spend too much time in maintenance with failed bearings and seals. Many people are aware that the radiator water pump on their car and the fridge compressor will run 18 to 25 years with no leaks or maintenance. Most industrial pump users are concerned that they can’t get similar life with their process pumps and other pumps at work.
Reliability engineers agree that many new process pumps perform properly when installed into a pipe system. Then, a mechanical seal fails mysteriously after the warranty period expires. Then a bearing fails unexpectedly. And, each replacement seal and bearing seems to fail with greater frequency. Eventually the pump is a maintenance headache.
There are 8,760 total hours in a year (24-hrs./day x 365-days/yr. = 8,760-hrs.), and most process pumps operate somewhere between intermittently and 24 hours a day. If a new pump can run reliably through the warranty period, then we can say:
- The pump had no factory defects;
- The pump was properly mated into the pipe system;
- The pump components and the liquid were compatible;
- The pump was installed properly; and
- The pump was correctly operated.
A new process pump, and your company’s reliability goals begin with good intentions. The shaft is round and straight. The impeller is round and balanced. The pump and motor shafts are aligned. The pipes around the pump are properly supported. Stresses through the coupling are relieved. Vibrations are within limits. The mechanical seal is correct for the application. Your bearing lube program is on track. The shop mechanics are trained to rebuild the pumps.
So, what causes too many apparently good ‘process pumps’ to become problematic after the warranty expires? The answer lies in the pipe system.
A Few Words about Pipe Systems
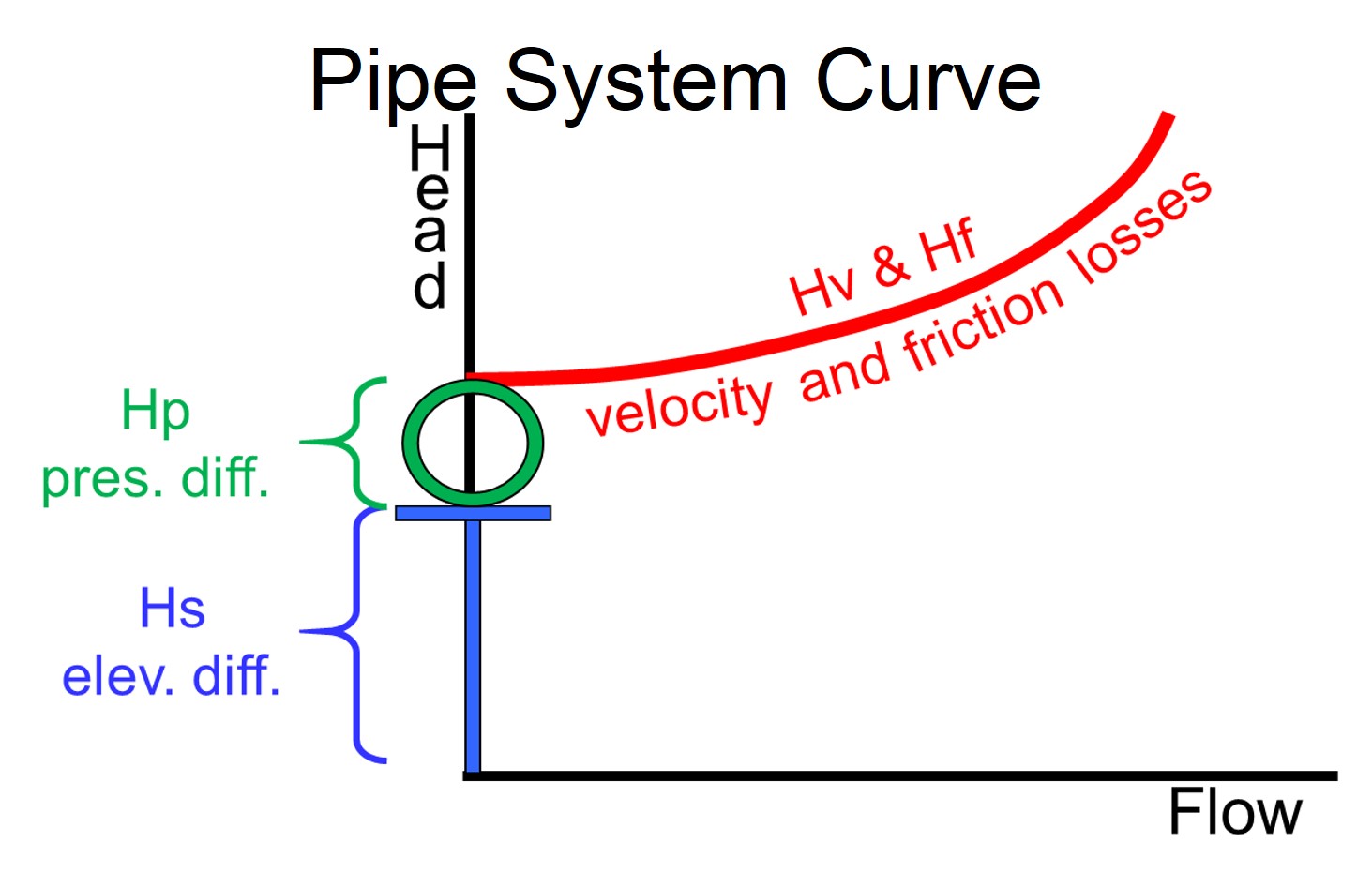
All pipe systems contain up to 4 elements (or energies) that are added together. See picture #4 below.
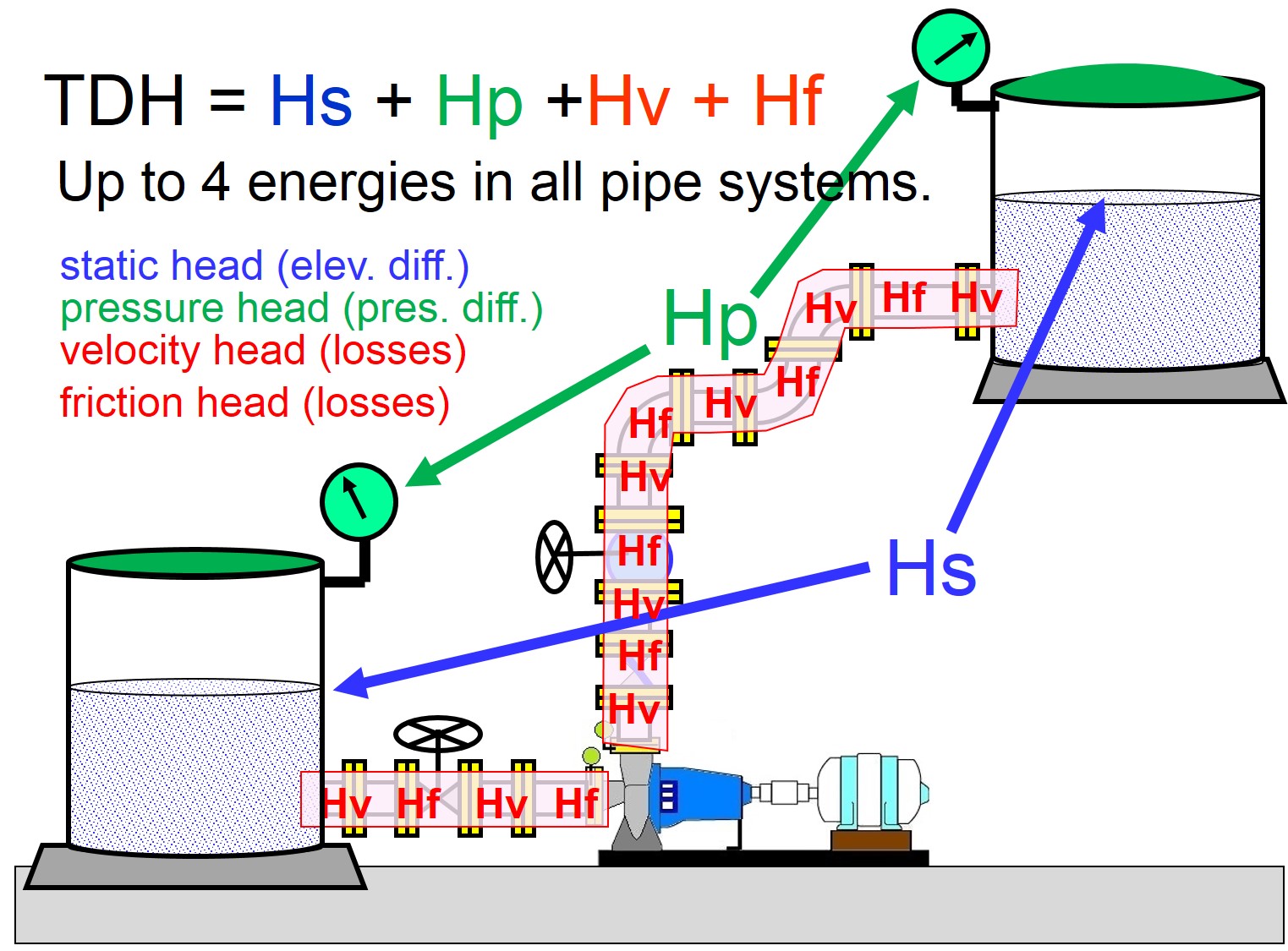 The sum of these energies is called the total head, or total dynamic head (TDH). Stated mathematically: TDH = Hs + Hp + Hv + Hf. The elements are:
The sum of these energies is called the total head, or total dynamic head (TDH). Stated mathematically: TDH = Hs + Hp + Hv + Hf. The elements are:
- Static head (Hs, the elevation differential across the system)
- Pressure head, (Hp, the pressure differential across the system)
- Velocity head, (Hv, velocity losses in the pipes, fittings, process devices)
- Friction head, (Hf, friction losses in the pipes, fittings, process devices)
Some of the elements might be zero or even negative values in some pipe systems. When plotted on a Head-Flow graph, these elements form the system curve. See Picture #5 below.
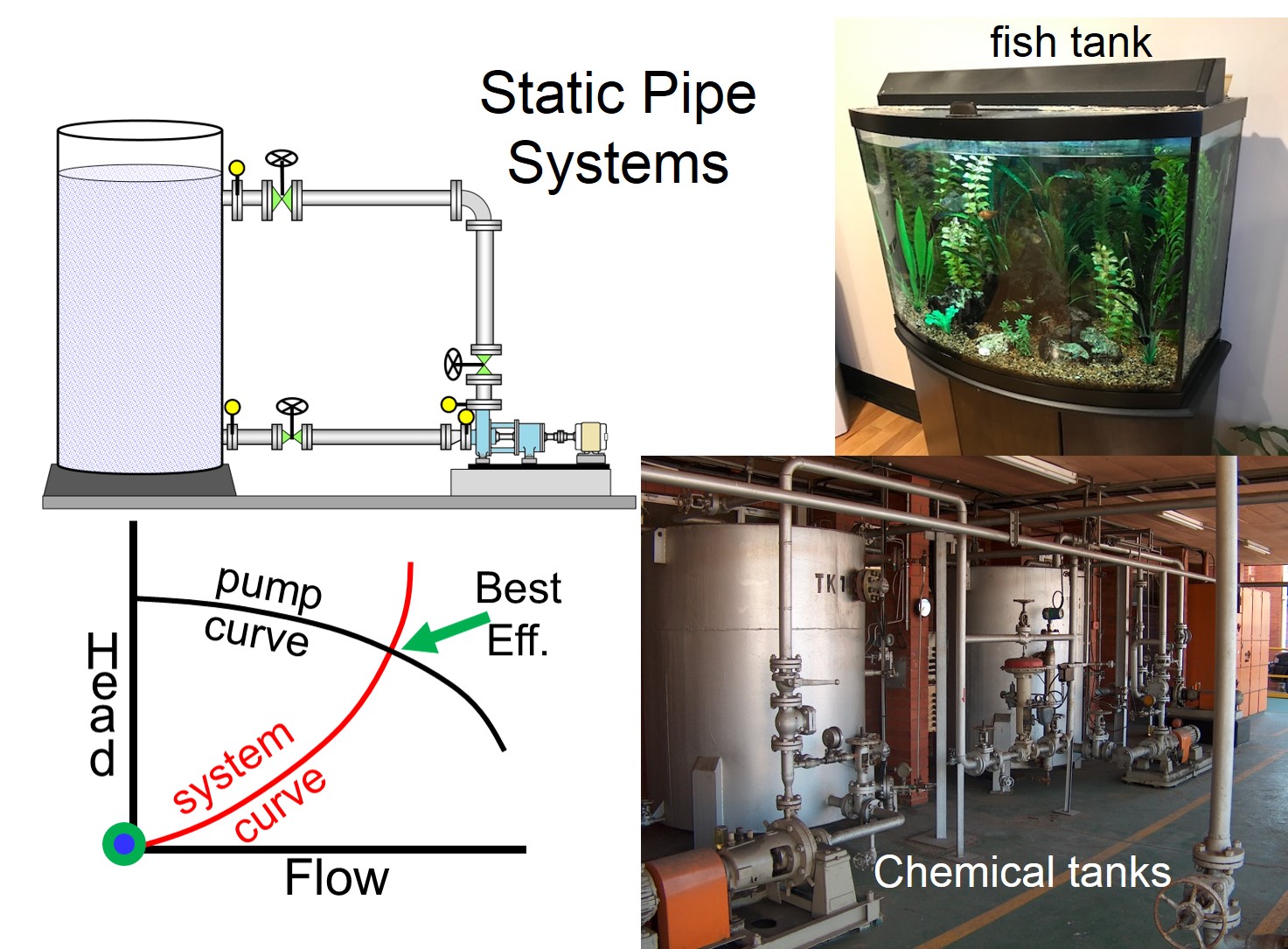
 Many pipe systems are stationary, or mostly stationary. Frequently, the pump simply recirculates the liquid from, and back into, the same vessel. Examples of recirculation loops are the human heart, your car’s radiator water system, the thermal liquid loop through a heat exchanger and the recirculation pumps on an industrial cooling tower.
Many pipe systems are stationary, or mostly stationary. Frequently, the pump simply recirculates the liquid from, and back into, the same vessel. Examples of recirculation loops are the human heart, your car’s radiator water system, the thermal liquid loop through a heat exchanger and the recirculation pumps on an industrial cooling tower.
Although not a loop, your car’s fuel pump (from the fuel tank to the carburetor), the bottling carousel at a juice or dairy plant, and the tank farm transfer pumps in a refinery or chemical plant are examples of mostly stationary pipe systems.
In a stationary pipe system, the elevation differentials, pressure differentials, velocity and friction losses don’t change. The pump in a stationary system has one duty point. If that duty point is within the pump’s best efficiency zone, this pump will operate many years with minimal maintenance. If the pump is running, it is doing what it was designed to do. This is the reason we don’t think about the pumps when we drive a car. See Picture #6 below.
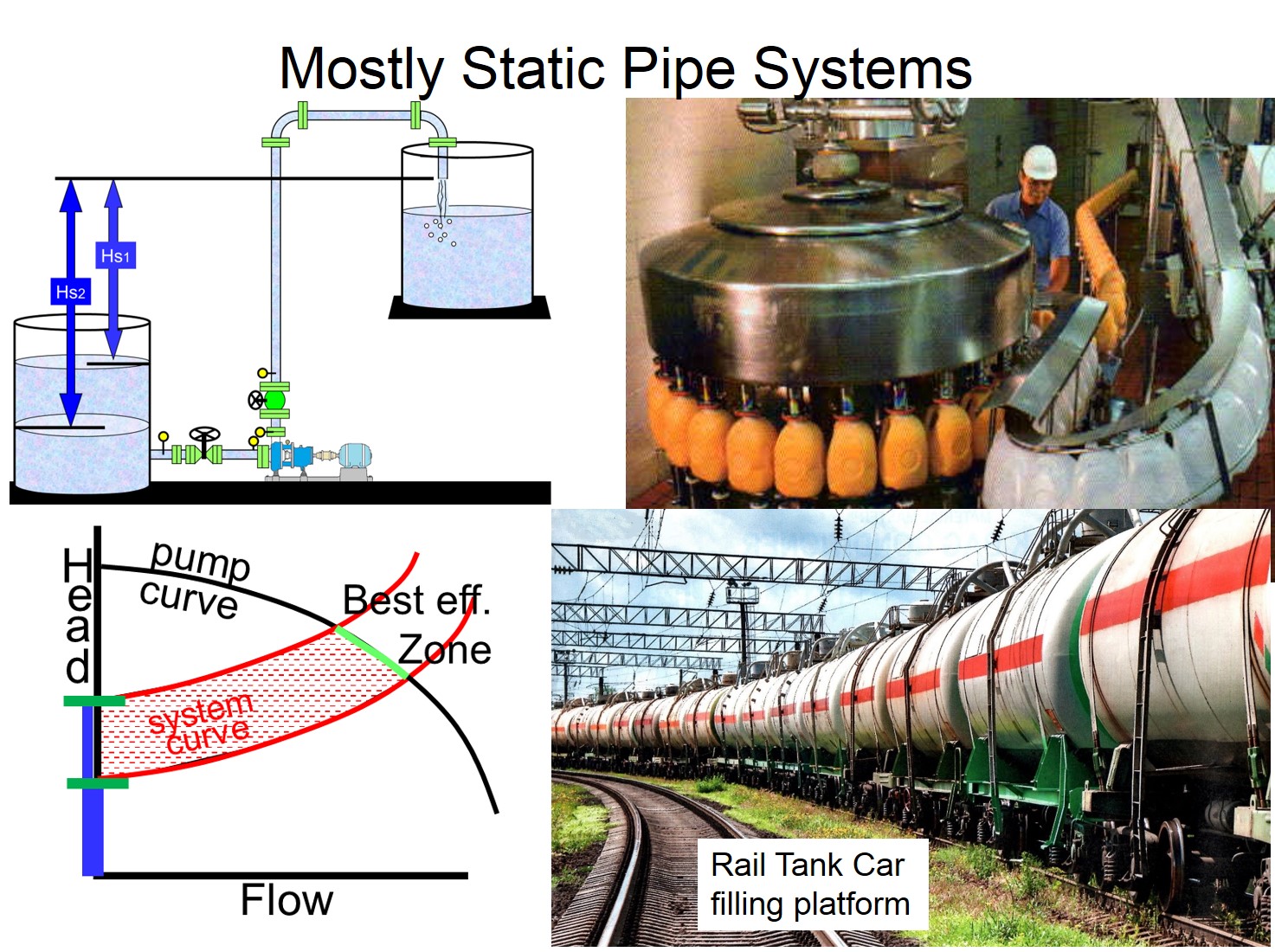
 In a mostly stationary pipe system, one or two of the system’s elements vary minimally, or slowly over time. The pump operates in a narrow range of duty points. If the duty range falls within the pump’s best efficiency zone, this pump will operate many years with minimal maintenance. The pump operator must verify periodically the pump is migrating within the best efficiency range as the system changes. See Picture #7 below.
In a mostly stationary pipe system, one or two of the system’s elements vary minimally, or slowly over time. The pump operates in a narrow range of duty points. If the duty range falls within the pump’s best efficiency zone, this pump will operate many years with minimal maintenance. The pump operator must verify periodically the pump is migrating within the best efficiency range as the system changes. See Picture #7 below.
 And then there are dynamic pipe systems. As it happens, most chemical process pumps are installed into dynamic pipe systems. Picture #8 below is a typical dynamic pipe system.
And then there are dynamic pipe systems. As it happens, most chemical process pumps are installed into dynamic pipe systems. Picture #8 below is a typical dynamic pipe system.
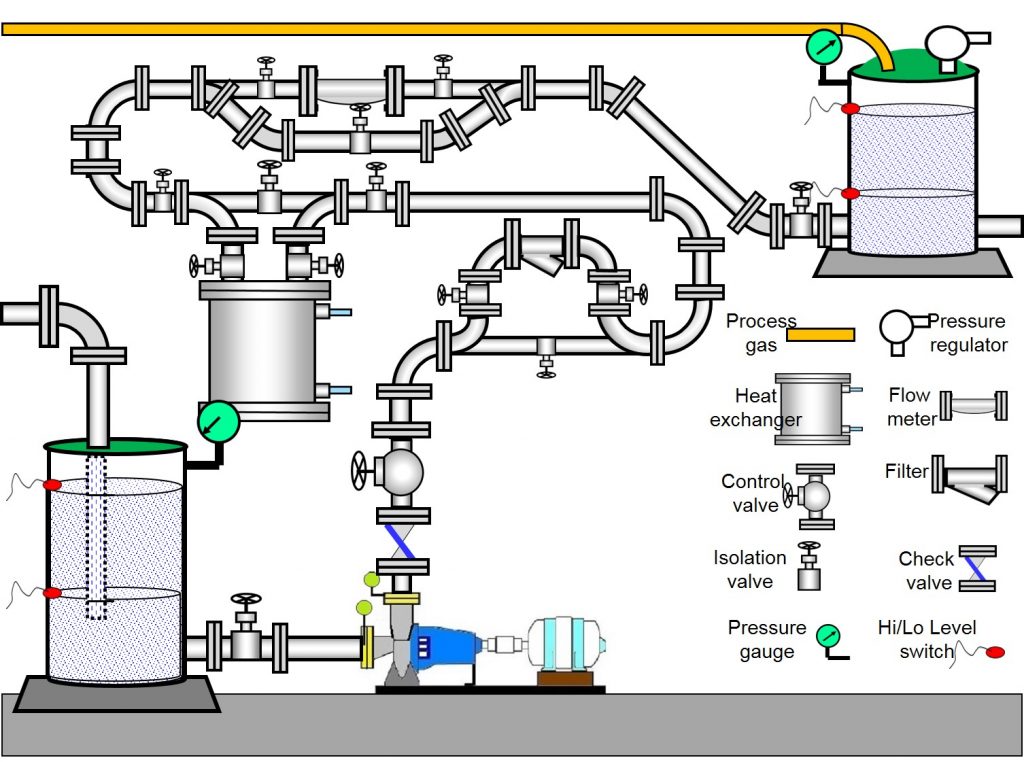
In a dynamic pipe system, the elevation differentials are a moving target. The level in the suction tank rises and falls. The elevation in the discharge tank rises and falls.
Pressure differentials constantly rise and fall with temperature (Charles Law), and the varying volumes in enclosed vessels (Boyles Law). Velocity and friction losses constantly change as:
- Control valves are throttled,
- Clean filters become dirty filters,
- A process engineer orders to divert the flow through an in-line mixer, or
- A process engineer orders to bypass a heat exchanger, or
- New equipment (flow meter, restrictor plate, strainer, back-flow preventer, etc.) is installed into an already existing system.
The dynamic system curve constantly whips back and forth like the wagging tail of a happy puppy. This drags and holds the process pump to the left and right extremes of the performance curve for long periods without correction. See picture #9 below.
 Let’s ask the question in a different way. How many cars can one-person drive and control at the same time in heavy, downtown morning traffic?
Let’s ask the question in a different way. How many cars can one-person drive and control at the same time in heavy, downtown morning traffic?
Operating a car in heavy traffic requires constant, dedicated attention by the driver. So, why do we think that one operator can operate 8 or 15 pumps in dynamic pipe systems on the same control room screen at the same time, especially since most control room screens only offer a green or red light indicating the pump is either on or off. Comical isn’t it?!
A car has a steering wheel, an accelerator pedal, a brake pedal, turn signals and other control devices. The driver must know how and when to use these devices to control the car, protect his family and avoid accidents. Likewise, a pump operator has devices and techniques he can use to control a process pump in a dynamic pipe system. My experience indicates many equipment operators may never have been trained in this. And neither is the process engineer. Engineers and operators need training. Engineers and managers can learn these techniques, then return to teach the operators at work. Most engineering texts, pump company manuals, and “How To” webinars only show how to place a pump into a stationary pipe system.
Empowering Pumps & Equipment and I, The Pump Guy, will offer a Pump and Pipe System seminar later this year. We will cover simple, dynamic and complex pipe systems in detail. This is what sets our training apart from other pump courses.
ABOUT THE AUTHOR
The Pump Guy is Larry Bachus, a pump consultant, lecturer, and inventor, based in Nashville, TN. He’s a member of ASME, and lectures in both English and Spanish. You can contact Larry at: larry@bachusinc.com.


