
New pumping solutions applied by E.M.S. on Euro 24m project for Romgaz
The basic drying technique employed at final dehydration stage in these installations is well established and widely used. It is a continuous process, operating 24/7 throughout the Romanian winter. Water vapour in the rising gas stream is absorbed by dissolving it in an opposing downward stream of tri-ethylene glycol. Water-rich glycol leaving the bottom of the vertical absorber vessel is then regenerated by ‘boiling out’ absorbed water, recovered and re-used.
When state-owned Romgaz, Romania’s leading supplier of natural gas, contracted German engineering company E.M.S. to build twelve new gas drying plants it was buying into thirty years of specialised experience.
Cloppenburg-based BIS E.M.S., part of the Bilfinger Industrial Services (BIS) group, has a long and successful track record in gas engineering – not least in gas drying, which accounts for some 60% of its work – but it faced new challenges on this Euro24 million project.
It was the company’s first-ever turnkey operation. As main contractor it took full responsibility for engineering, procurement, production and assembly, project management and site management. And operational requirements were particularly demanding, prompting E.M.S. to find new technical solutions, notably in the pumping technology adopted.
The basic drying technique employed at final dehydration stage in these installations is well established and widely used. It is a continuous process, operating 24/7 throughout the Romanian winter. Water vapour in the rising gas stream is absorbed by dissolving it in an opposing downward stream of tri-ethylene glycol (TEG). Water-rich glycol leaving the bottom of the vertical absorber vessel is then regenerated by ‘boiling out’ absorbed water, recovered and re-used.

Accurate and reliable delivery of recovered glycol (TEG) to the top of the absorber vessel is critical at this final stage of gas drying.
The pumping system delivering TEG to the top of the absorber vessel has a key role and is one of the most critical dynamic elements at this final stage of the process, in which wet gas, from underground storage or directly extracted from wells, finally reaches a dew point of -15ºC at 40 bar. Dehydration will not reach that level of efficiency unless the glycol stream is delivered accurately and reliably. Each drying installation therefore includes a second TEG pump on standby, with provision for automatic switchover.
The flow of recovered glycol with a purity of ≥ 99% must be calculated in accordance with the rate of gas flow, which varies across the 12 plant locations from 200 l/hour to 4000 l/hour. Gas pressures also vary between 10 barg and 30 barg. Four of the plants directly service gas extraction lines from underground deposits while the other eight serve three different storage facilities.
In this respect conditions are less complex in locations such as Germany, where gas dehydration plants connected to the west European distribution network can be designed for a single operating point, with gas flow, gas temperature and gas pressure (at 70 barg) constant. In specifying for these conditions, E.M.S. had normally relied on pumps of the piston plunger type, purchased from various well established manufacturers– but all essentially similar in design and construction. They are generally heavily engineered, and incorporate features such as mechanical
stroke adjustment.

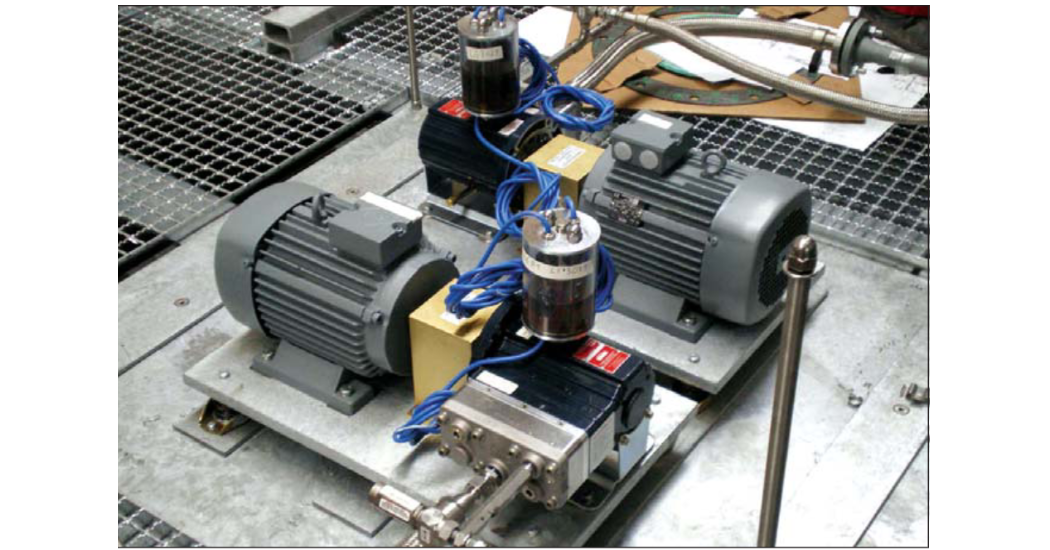
Compact pump design is a bonus where space is tight. Foil wrap holds in place trace heating cable on
a Hydra-Cell G10 TEG pump – a reminder that Romanian winter temperatures fall as low as minus 30ºC.
One limitation of this design is that flow capacity options are offered by changing the internals of a basic pump of fixed size, while (for practical reasons of manufacture) the choice of pump sizes is fairly restricted. On this project it would have meant that some pumps at least would be overrated for the flow and pressure they had to deliver. The customer would be paying for a significant amount of extra metal – adding not only to initial purchase cost but also to spares and other costs.
Another issue of concern to E.M.S. was the perceived noise level and vibration associated with conventional piston plunger pumps. On this contract and most other new projects. E.M.S. were looking to reduce measured decibel ratings from 85 decibels to 65. Staying with conventional pumps the only way improvements could be made was by means of shrouds and sound deadening materials, adding cost and bulk to already massive units.
It happened that about the time when plans for the Romgaz project were at pre-contract stage, an inter-esting alternative type of pump had been brought to the attention of E.M.S. by specialist supplier Verder Deutschland. This was the Hydra-Cell, a hydraulically balanced multi-diaphragm pump manufactured by Wanner Engineering (and marketed in India by Machinomatic Engineers, of Mumbai). It offered substantial advantages in terms of flexible performance, compact size, perceived noise reduction and lower life cycle costs. – combining these features with accuracy and established reliability. It enabled E.M.S. to explore the possibilities of a more progressive pumping solution, and it was eventually specified for pumping TEG in each of the twelve new dehydration plants.

Simple build, low maintenance. This Hydra-Cell pump manifold inspected by Romgaz engineers after
1800 hours continuous operation showed no signs of wear.
Using Hydra-Cell pumps addressed a number of issues. By exploiting their wide ranging flow capabilities, only three standard models were needed to match precise operating requirements across all twelve sites. These pumps, the G03, G10 and G25, each rated for working at pressures up to 70 bar, could deliver controllable flows ranging from 10% up to 100% of their rated flow.
Whereas the typical piston-plunger pump/motor unit might have a 2m x 2m footprint and occupy 1.5m in height, the largest Hydra-Cell pumping unit (including motor) installed on the project rquires a ground space no bigger than 1m x 0.3m, with an overall height of approx 0.3m.
Space saving of this order was made possible by three factors: the simple build of the pump, its energy
efficiency (enabling a relatively small motor to be fitted) and its unique head design in which three diaphragms are combined in a single pump head. This arrangement also makes possible the short-stroking high-frequency pumping action and smooth, low pulsation delivery which helps to reduce perceived sound level. No shrouds or sound absorbers have been needed on the Hydra-Cell units for the Romgaz sites.
Hydra-Cell G03 pumps installed in a new unit for Romgaz, now under construction in Germany by E.M.S.
Absence of dynamic seals and packings gives the Hydra-Cell design a further generic advantage over piston pumps. Dynamic seals are prone to wear and can add substantially to the frequency of maintenance and the cumulative cost of repair work. Hydra-Cell’s seal-less technology is low-maintenance. It allows the pumps to dry-run indefinitely and it underpins their reliability, even when pumping hot non-lubricating fluids.
Apart from routine maintenance and some minor adjustment work following commissioning, all the dehydration plants have run smoothly since start-up – to the general satisfaction of the client.

Hydra-Cell G03 pumps installed in a new unit for Romgaz, now under construction in Germany by
E.M.S.
The successful conclusion of this project by E.M.S. has led directly to further new-plant or extension
contracts in Romania and elsewhere. Hydra-Cell pumps have been specified and used on these
projects, even in cases where initial specifications called for pumps from other manufacturers. They
have also been retrofitted on an existing site where space is at a premium.
For details : https://www.hydra-cell.com/
Originally published in DEW Journal.


