Author: John A. Kozel, President, SIMS PUMP Valve Company, Inc.
The use of Variable Frequency Drives (VFDs) are becoming more and more popular today in an effort to maximize efficiency. VFDs are designed to replace the constant adjustment of the pumping systems, either by throttling of discharge valves or recirculating.
Variable Frequency Drives have been publicized as the instrument of choice to reduce electrical consumption for all pumps by reducing the RPMs of the motor when a lower demand in the system is required. In most fields, the majority of VFD systems operate by monitoring the discharge pressure of the pump. When the demand increases, the VFD increases the motor speed and when the demand decreases the VFD reduces the motor speed.
However, when the pump is running slowly using a VFD system, the pump can be operating so far away from its design operating curve that a significant percentage of the efficiency gained by reducing the speed of the motor is cancelled out due to the mechanical losses of efficiency of the pump. The only way to resolve this is to either change the pump to match the operating range required, which can be expensive, or, as a more cost effective measure, fit a Simsite® re-engineered impeller to match the desired operating range of the pumping system.
Due to the advanced technology used in the design and machining of SIMSITE® structural composite impellers and wear rings, a far higher efficiency can be achieved; and therefore, a substantial reduction in energy costs can be achieved compared to traditional ‘cast’ parts. Longer term benefits of preventing energy loss, corrosion, erosion, and cavitation of the rotating element as a result of the implementation of VFDs with re-engineered Simsite® impellers and wear rings reduce ongoing maintenance and replacement costs.
A scrubber system recently installed on one of the major cruise vessels, incorporated 5 main scrubber feed pumps designed for 800 m3/H at an 80 M head at 1750 RPM with 250 kW motors. All were fitted with VFD’s located in a separate air-conditioned room. A review of the system showed that these pumps operate at 96% continuous load when the scrubber system is operating.
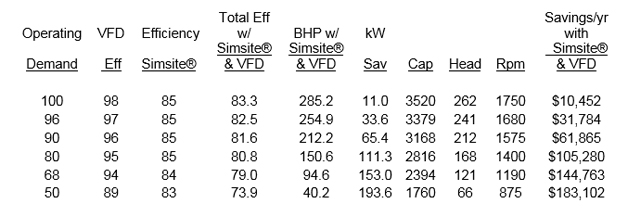
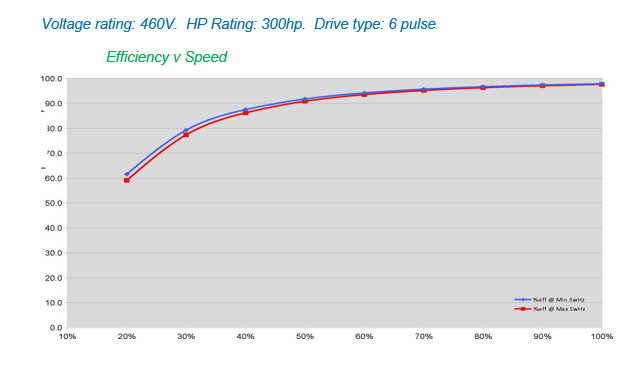
When you look at the efficiency curve for the 300 HP (250 kW) VFD Drive, operating at 96% load, the efficiency of the VFD is approximately 97%. When you multiply the VFD Efficiency of 97% by the total efficiency of the pump of 76% operating with a 96% system load requirement; you end up with a total pump & VFD efficiency of 74%. So the pump is operating at a capacity of 768 M3/H (3379 GPM) @ 73 M (241 Ft) head @ 1680 RPM.
Using the BHP Formula:
BHP = (Cap in GPM)*(Head in FT)*(SG of sea water) (3960)*(Pump Eff)
BHP = (3379)*(241)*(1.02)/(3960)*(.74) = 285 HP
With a BHP of 285 HP, the pump will have an Efficiency savings of 19 HP (300 – 285) = 15 HP or 11 kW
Energy Savings = (11 kW )* (.11/kW) * (8600 hours) = $10,510 per year.
Compare this result with the overall Pump & VFD efficiency if a re-engineered machined Simsite® Impeller was used for this scrubber system with an operating point of 768 m3/H (3379 GPM) @ 73 M (241 Ft.) @ 1680 RPM, then the pump efficiency would be 85% instead of 76%, and the total pump and VFD efficiency would be (.85) * (.96) = 82.5% instead of 74% total efficiency!
Substituting in the new total pump & VFD efficiency of 82.5% into the BHP Formula we get the following:
BHP = (3379)*(241)*(1.02)/(3960)*(.825)
BHP = 255 HP or an Efficiency savings of 45 HP (300-255) or 34 kW
Energy Savings with Simsite® Impeller & Rings = (34 kW)* (.11/kW) * (8600 hours) = $31,784 per year or an additional savings of $21,274 per year!
Examining the performance of the five cyclone feed pumps which pump from the drain tank to the cyclone separators, we see that these pumps are the same size and performance; however, they operate at a range of 50% to 90% for most of the time.
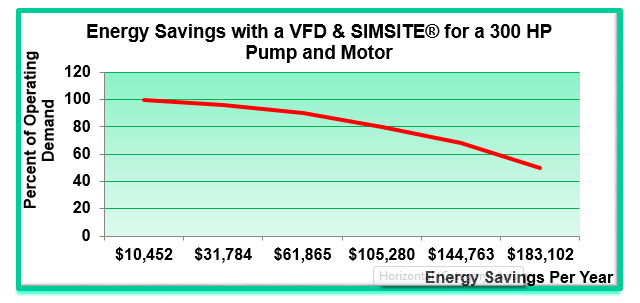
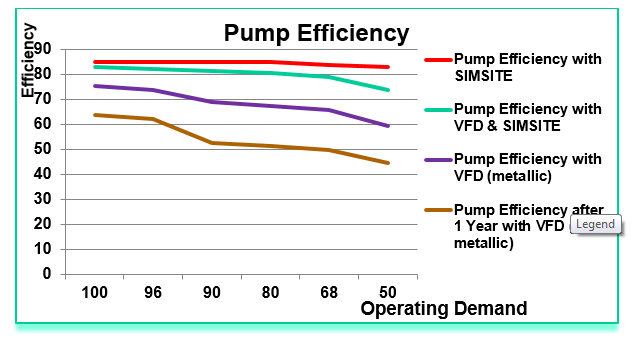
The VFD chart shows that the VFD efficiency at 50% of demand is only 89% efficient and the VFD efficiency at 90% of demand is 96% efficient. Looking at the chart below helps us to understand the true energy savings and the huge savings potential when you combine a VFD drive with Simsite® technology employing an engineered Impeller and Ring set.
Energy Savings — VFD with Simsite® Impellers & Rings:
Only by installing Simsite® engineered pumps and/or Simsite® impellers & rings can a valuable investment in a VFD pumping system be maximized with minimal losses compared to a traditional VFD and pump setup. Furthermore, the corrosion, erosion and cavitation of the metallic pumps and impellers will force the VFD drive to increase the motor speed which eliminates the cost saving energy benefits of the VFD system if Simsite® engineered pumps of impellers are not used.
The chart below shows the Money Saved in just one year with a VFD + Simsite® system.