Contributor: Sulzer
Running an oil refinery is an expensive business; however, losing low pressure steam and production time due to a high voltage generator failure can have a significant impact on the refinery processes and power requirements. In such cases, time is of the essence and time was the main reason for an Israeli oil refinery turning to Sulzer when one of its generators failed.
Within a typical oil refinery, electrical energy is required in huge amounts to power the refining processes and much of this can be generated in-house by using the fuels produced to power local generators. Boilers are used to create high pressure steam that drives steam turbines that are connected to the generators. The by-product of low pressure steam is then used throughout the oil refining process.
In this case, the customer had two generators on site with both required to be operational in order to meet the power requirements of the plant. In the past, an increased level of redundancy allowed for one generator to be offline for planned maintenance, but an expansion of the refinery no longer allowed this to happen.
Furthermore, if one turbine/generator combination was out of service, a large volume of high pressure steam has to be diverted to a pressure reducing mechanism before it can be used within the refining process. This ‘steam bypass’ can only be implemented for a limited time, so any repairs need to be completed as quickly as possible. However, while the generator is being repaired, the shortfall in energy has to be made up by purchasing power from the grid, the cost of which is possibly the greatest motivator in this situation.
Urgent airfreight
For the refinery in Israel, the failure of their 26.9 MVA, 11KV, 1500 rpm generator was completely unexpected and a fast repair was essential; so the call was made to Sulzer and preparations were made to airfreight the 20-tonne (22-ton) stator and 16-tonne (18-ton) rotor to the UK. The initial information received from the customer indicated that the generator had tripped due to high rotor vibration, only three weeks after it had been returned to service following a major repair.
Once the generator arrived into Sulzer’s Birmingham Service Center, the engineers and technical team started on the process of dismantling the rotor and stripping the coils, turn by turn while also conducting root cause analysis. In the meantime, more information about the circumstances surrounding the failure also emerged. Only two months prior to the failure, the generator had been overhauled in India and for that reason, this latest failure was unexpected.

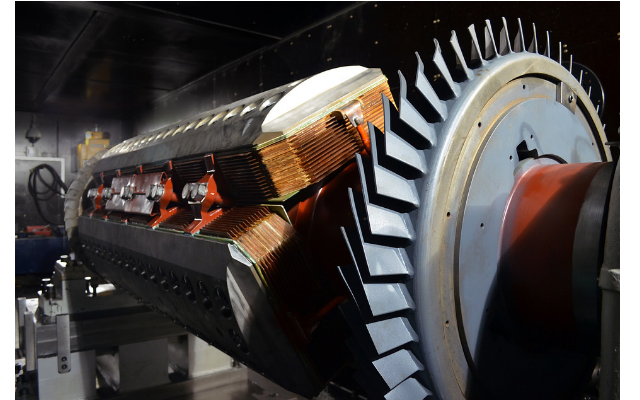
Further investigation revealed insulation breakdown on all four poles of the rotor
Further investigation revealed a discoloring of the paint on the rotor, which, in such a short period of operation, seemed to indicate temperatures above 200°C (390°F). Measuring the coil impedances revealed a considerable variation in readings and combined with the excessive vibration, the evidence pointed to insulation failure indicating shorted turns in the field coils which causes electrical field imbalance. The strip-down of one coil showed that the rotor had suffered burning between numerous turns and this was confirmed in all four poles of the rotor.
Keith Barbier, Head of International Contracts and Projects at Sulzer’s Birmingham Service Center commented: “The customer was very interested in discovering the root cause of the failure, but more importantly needed the generator back in service at the earliest opportunity. Fortunately, we have all the necessary skills and capabilities to deliver a project like this in the tight timeframe required by the client.”
Crucial balancing procedures
Having completed the rebuild by insulating the existing coils and performing the electrical, static and mechanical tests, the rotor was then checked for rotational balance, using Sulzer’s purpose-built, full speed and overspeed balancing facility. During this process the rotor is first accelerated to its normal operating speed of 1,500 rpm, any balance corrections are made to ISO balance quality grade G2.5, then the rotor is subsequently tested in an overspeed condition. In this example, and many others, Sulzer has achieved an even better balance quality grade of G1.0.
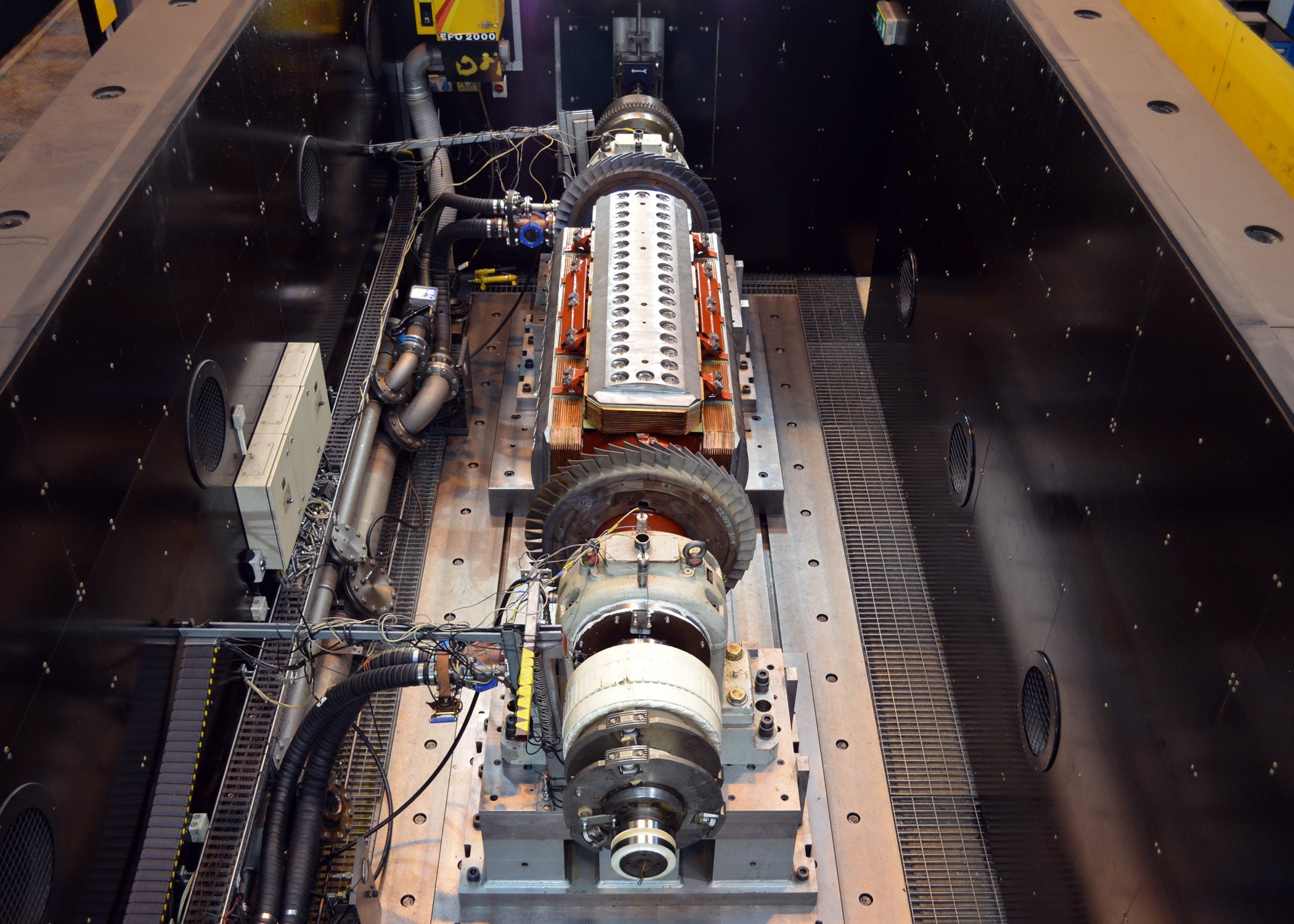
The balancing facility in Birmingham can accommodate rotors up to 12 meters (39 feet) in length and weighing up to 40 tonnes (44 tons), with the ability to test at speeds of up to 5,200 rpm
The balancing facility in Birmingham can accommodate rotors up to 12 meters (39 feet) in length and weighing up to 40 tonnes (44 tons), with the ability to test at speeds of up to 5,200 rpm. High-speed balance relieves residual stresses introduced during the repair process and allows the rotor components to settle into place. Following a high-speed balance in the workshop, engineers review the results to ensure that any imbalances have been corrected and will not affect the future performance of the rotor. This forms the final step in a truly unique in-house, turnkey offering for the power generation industries.
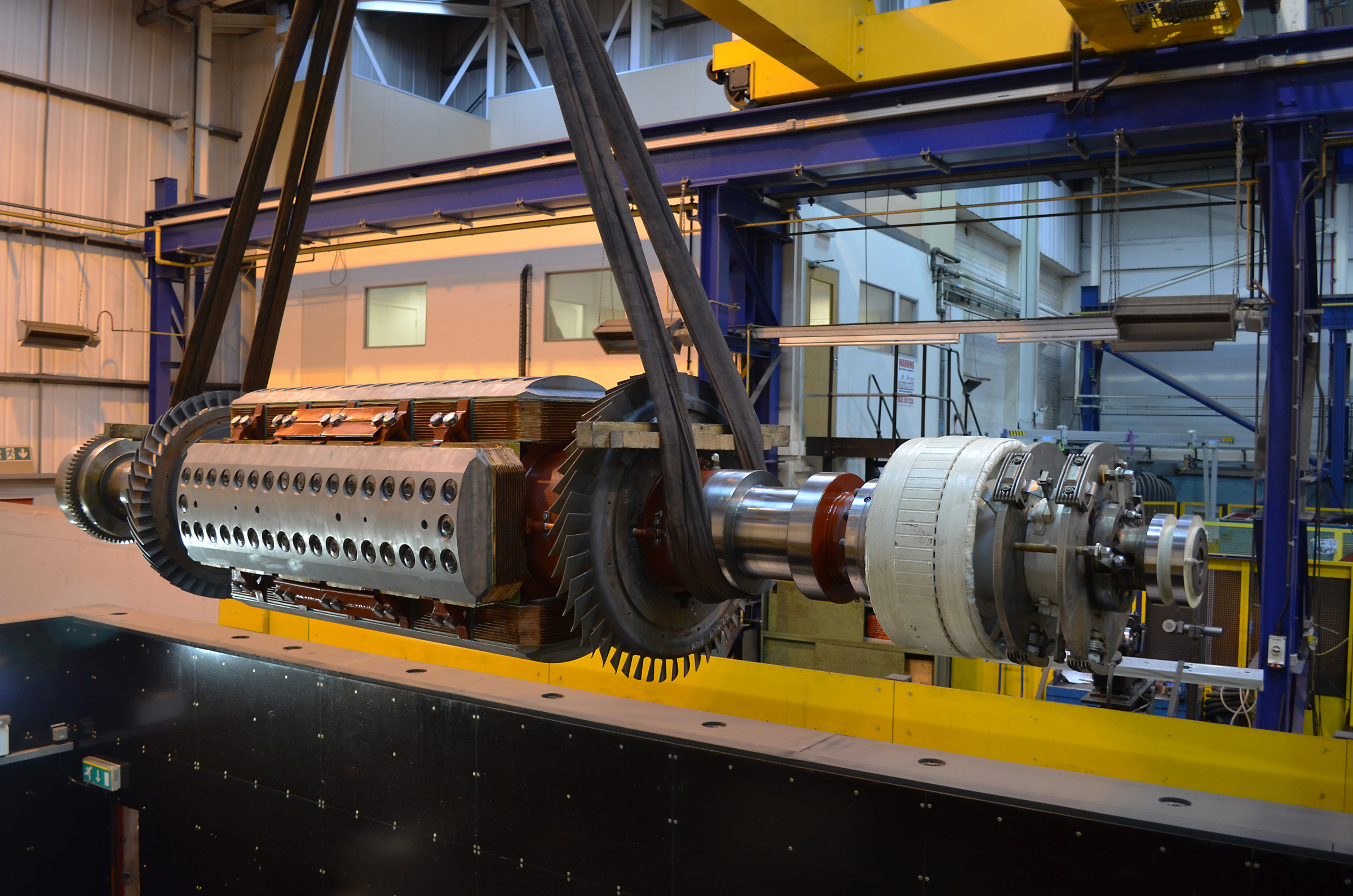
The rebuilt rotor was reassembled into the stator and returned to the refinery
The final stages of the root cause analysis were completed shortly before the complete generator was returned to Israel and were included in the detailed report that accompanied the shipment back to the client. The team explained that excessive paint application and poorly trimmed inter-turn insulation had contributed to the increase in field coil temperature by impairing the cooling performance of the field coils.
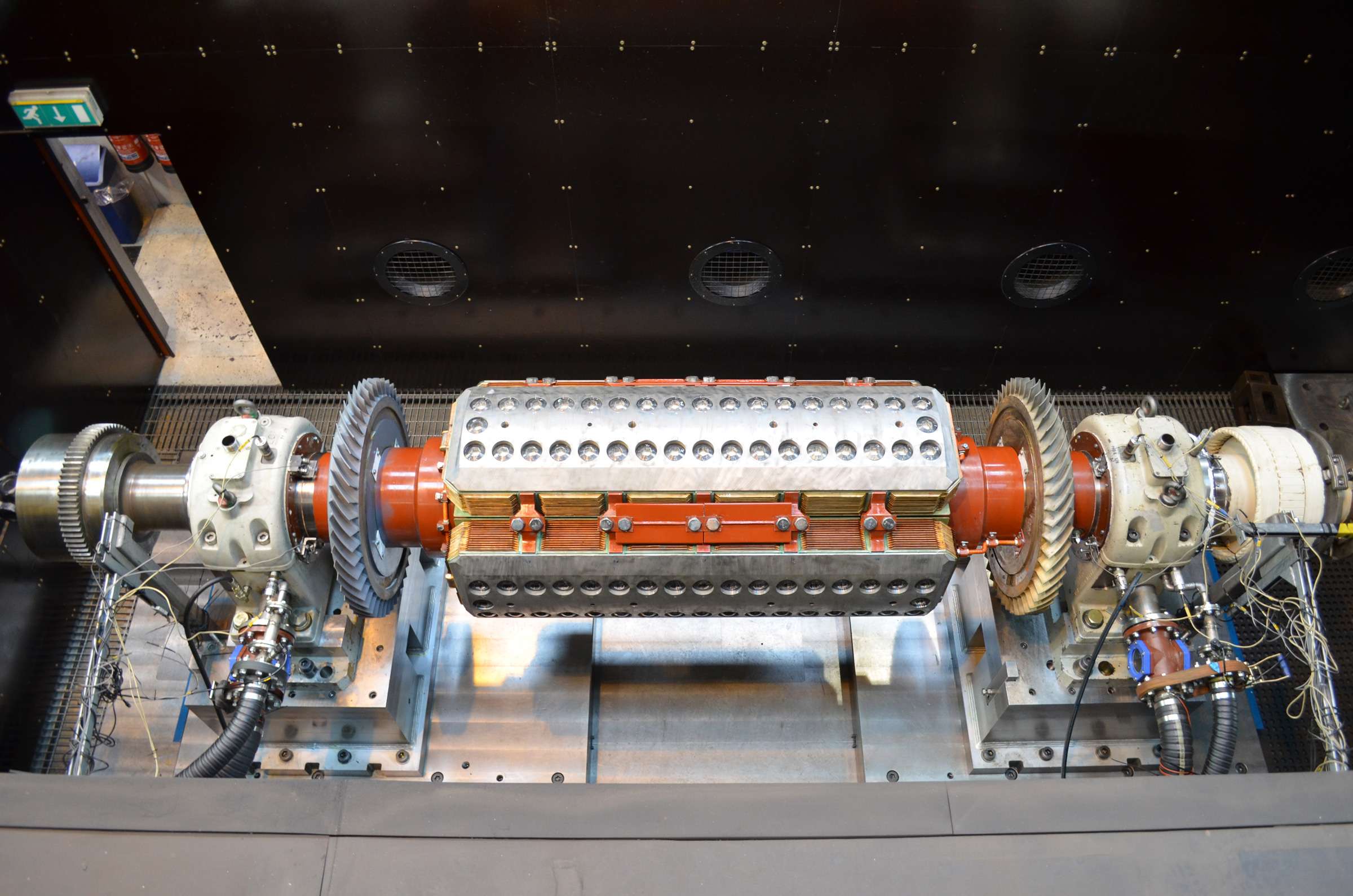
The fully refurbished rotor was checked for rotational balance, using Sulzer’s purpose-built, full speed and overspeed balancing facility.
Although not conclusive, the root cause analysis showed that the inter-turn failure had been caused by overheating and this may have been influenced by the increased vibration and the specification of the paint that was used during the last repair. The paint may have affected the rotor’s ability to dissipate heat and may have led the coil inter-turn insulation to breakdown.
Keith Barbier concludes: “Overall this project was a great success. We completed the project to the customer’s expectations, with a quick delivery time without compromising quality and the generator was safely installed back into the refinery, where we are confident it will continue to provide the much needed power for years to come. “
Improving gas turbine reliability 501F turbine overhaul, repair and reliability improvement