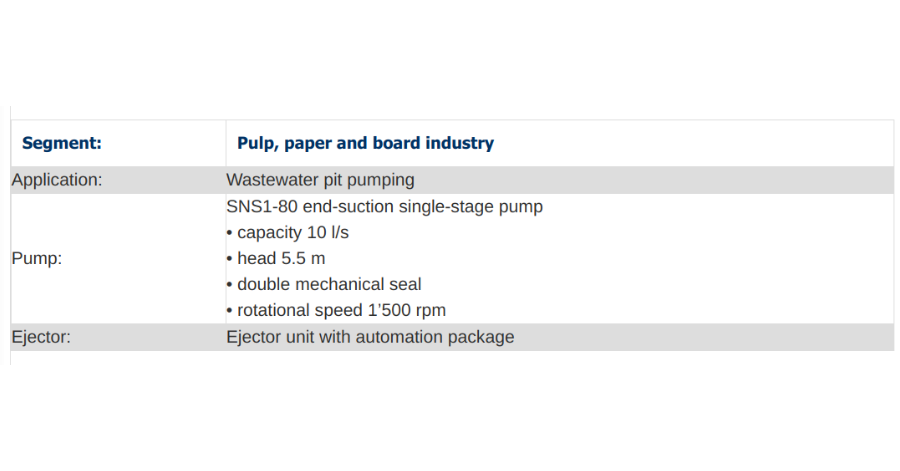
One of Sulzer’s key customers in the pulp and paper industry was designing a new wastewater pit for their mill. The wastewater contains particles, impurities, and a maximum of 1% fibers. The customer needed to pump the wastewater from a pit 2.3 meters deep and wanted to have an energy-efficient, reliable, and easily maintained solution for sump pumping.
The alternatives were to use a cantilever pump, a submersible pump, a self-priming process pump, or a process pump with an ejector.
 The challenge
The challenge
- Sulzer needed to find the optimal solution for sump pumping in terms of reliability, service friendliness, efficiency, and investment costs to maximize the benefits for the customer.
- The customer wished to use a standard process pump for sump pumping to enable the use of the same spare parts as for the process pumps in the other applications of the mill.
The solution
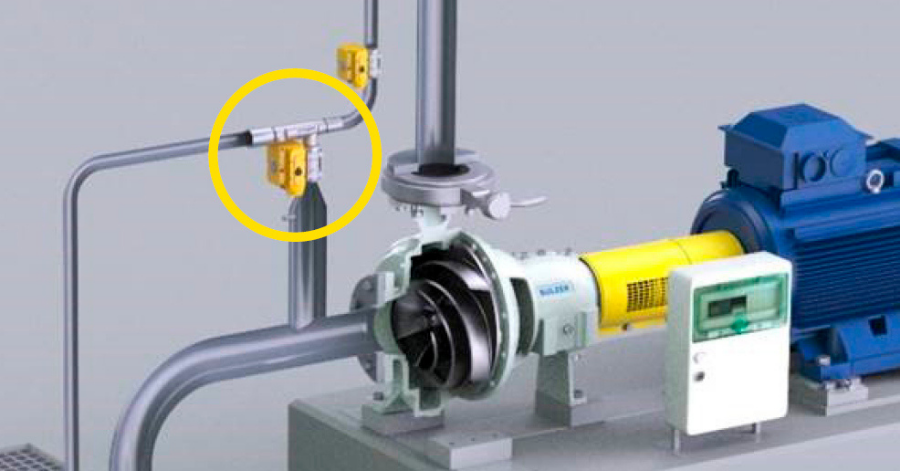
Sulzer concluded that their SNS process pump with an ejector was clearly the best alternative for this purpose – both energy-efficient and cost-competitive. Sulzer was able to select from a variety of pump sizes and confirmed that the SNS1-80 pump was performing highly efficiently, and that the ejector did not consume energy during the normal pumping process. Pressurized air was available for the ejector in the mill.
The wastewater pit pump works intermittently, so priming is needed multiple times per day. The automation package controls the valves accurately and performs priming smoothly. No problems or failures have occurred. Priming with an ejector is efficient, reliable and fast.
“Sump pumping has never been as easy as with a standard process pump equipped with an ejector. Priming has never failed, and it is very fast” – Juha Ottelin, Area Sales Manager at Sulzer in Finland
Customer benefit
- The complete pump unit and the ejector, including the automation package, were easy and fast to install and commission.
- The ejector makes sump pumping easy, fast, reliable, and cost-effective.
- The investment cost is low.
- The solution is service friendly because the sump pump uses the same spare parts as the other process pumps in the mill.
Project Data:
 Enquiries: saku.vanhala@sulzer.com
Enquiries: saku.vanhala@sulzer.com
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2019, our 16’500 employees delivered revenues of CHF 3.7 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.


