
The role of advanced pump technology in the evolution of the desalination industry
Over the past two decades, desalination plants have become bigger, more cost-effective and twice as energy efficient. Innovations in pump technology from Sulzer have played a critical part in the transformation of the sector.
Antonio de la Torre explores the advances in pumps that have supported the optimization of desalination plants.
The changing climate, rising populations, economic growth and increased urbanization are all contributing to water scarcity across much of the world. In recent decades, many regions have turned to seawater desalination to provide their populations with sufficient fresh water for agricultural, domestic and industrial purposes.

As a leading pump specialist, Sulzer has decades of experience in the RO sector
Previous innovation
Surging demand has been the catalyst for continual innovation in the desalination industry, and there is no better example than the changes in the design and technology of seawater reverse osmosis (SWRO) plants since the beginning of the 21st Century.
In 2001, a 50’000 m3 per day SWRO plant was considered quite large. While there were a few larger facilities in operation around the world, most were significantly smaller. An SWRO train with a capacity of 15’000 m3 per day was considered huge and Pelton turbines were the dominant energy recovery technology.
At the time, a high-pressure RO pump delivering 600 m3 per hour with an efficiency of 83% was a considerable technical achievement.

Sulzer’s design and manufacturing expertise tailors each pump to its application
An efficiency revolution
20 years on, the specific power consumption of SWRO plants has been reduced from 6 kWh per m3 to less than 3 kWh per m3. Improvements in membrane performance and the use of new energy recovery devices have been crucial in that doubling of energy efficiency, but advances in pump technology have also played an important role.
As one of the world’s leading pump specialists, Sulzer has been involved in the RO sector for many decades. Constantly pushing the boundaries of pump design and providing reliable, high-performance equipment to major projects worldwide.
The use of wear parts made of polymeric materials with good tribological properties, for example, have enabled efficiency improvements of 2% to 3%. Advanced materials have also paved the way for the introduction of product-lubricated bearings that require no oil or grease. That saves operators the expense and complexity of forced oil lubrication systems, reduces the risk of product contamination and enables state-of-the-art efficiency without compromising reliability.
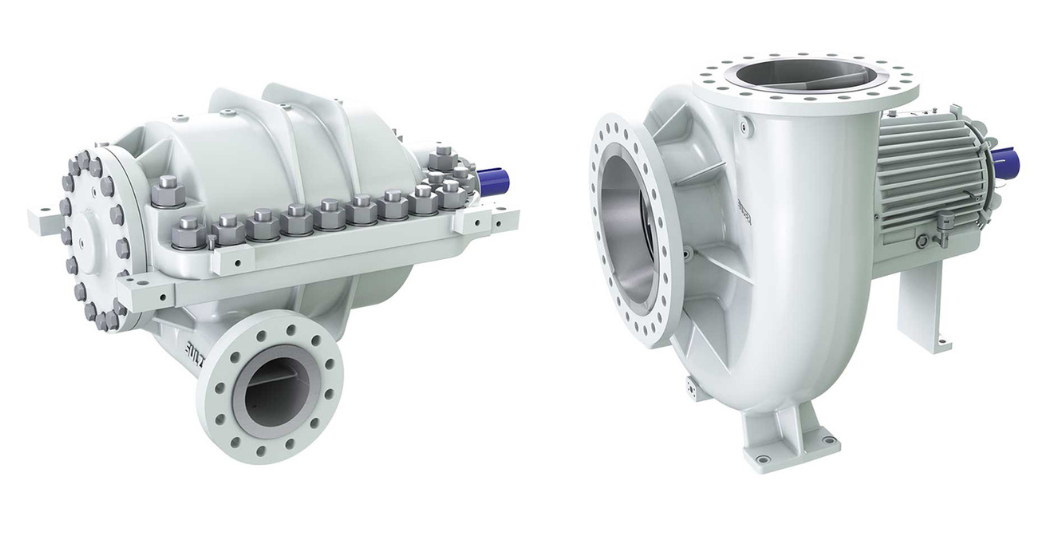
Improvements in hydraulic performance have been achieved by replacing axial split casing pumps with ring section designs. Initially, this approach was only applied to smaller RO trains, but these pumps are now available with capacities of up to 1’000 m3 per hour for larger trains.
Hydraulic improvements came also in low pressure applications, where traditionally single stage, double suction pumps were traditionally used. Today, even at higher capacities, users are now choosing cost-effective end suction overhung pump designs with higher efficiencies and extremely good suction performance in a highly reliable way.
Pump control technology has improved dramatically too, thanks to the availability of reliable and cost-effective variable speed drives. These give users the flexibility to run pumps over a wider range of operating conditions, minimizing the need to regulate flows via valve throttling. They also allow pumps to operate closer to their best efficiency point, avoiding unnecessary impeller trims that can have a negative impact on overall efficiency. While the first variable speed drives used in the industry were affordable only for low voltage drivers for low pressure pumps, the availability of medium voltage drives has extended the benefits of this approach to high-pressure pumps.
A choice of pump designs ensure the most efficient solution for each project
Economies of scale
Perhaps the most important driver of improved pump efficiency in RO plants leading to substantially reduced specific consumption has been scale, since the efficiency of a centrifugal pump increases with its capacity. The first opportunity to capture scale advantages came with the introduction of larger RO trains, which increased from a maximum of 15’000 m3 per day in 2001, to 25’000 or even 30’000 m3 per day.
The next opportunity came from a change in system architecture. The creation of the Pressure Center concept allowed the introduction of very large pumps that supply multiple RO trains through a manifold system. Plants using this design were first introduced in the mid-2000s and it has since become the standard approach for large SWRO facilities.
Sulzer has been supplying high pressure pumps for such Pressure Center concepts from the beginning. Utilizing a two-stage solution, the high-pressure pumps used in those first Pressure Center facilities had a high-pressure flow of around 2’500 m3 per hour and achieved efficiencies of around 88%. Today, Sulzer is delivering high-pressure pumps for the largest plants with capacities in the range of 3’500 to 4’000m3 per hour and efficiencies above 90%.
While efficiency improvements on the high-pressure pump are getting close to the physical limits, potential improvements are coming from other pumps services in a SWRO plant. This performance is being matched by the company’s latest low-pressure end suction pumps, used in other continuous services like the intermediate, the low-pressure booster or the second pass pumps, which can also achieve efficiency ratings of more than 90%.
The desalination sector is continually advancing, with incremental improvements in scale, efficiency and reliability. Each new project aims to reach the limits of performance, and every year the sector finds ways to push those limits just a little further. As a leading player in the pump industry and a longstanding partner to the sector, Sulzer is proud to play its own part in that ongoing improvement process. Ultimately, everyone has one common goal: delivering more affordable fresh water to the people that need it most.
About Sulzer:
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).


