A better way to prevent pump blockages
Textiles and other unconventional debris can be a tough problem for pumped wastewater systems. That’s why more and more operators are addressing the problem at source with Sulzer’s Muffin Monster™ grinder technology.
Wastewater only flows downhill, but there are plenty of situations where it simply isn’t possible to provide a consistent gradient between users and sewage treatment facilities. That’s why satellite pumping stations are a common feature of private and municipal wastewater systems.
Modern pumps are compact, reliable and energy efficient. In the right conditions, they can operate for years with minimal maintenance, but they don’t always get to enjoy those conditions. As populations grow and habits change, wastewater systems are exposed to a rising tide of difficult materials, especially tough fibrous products such as wet wipes and disposable nappies.
Left unchecked, these materials can jam up pumps, reducing flow rates, driving up energy consumption and ultimately bringing operations to a halt. That leads to costly and time-consuming maintenance visits to rectify the situation.
Rajeev Seth, Sales Manager Pacific – Channel Partners at Sulzer Australia, explains: “One of the most effective ways to stop wastewater blockages is with dual shaft grinder technology. Sulzer’s Muffin Monster™ range offers the best dual shaft grinders available in the market, generating the high torque required to grind difficult and large solids. They can be installed both inline and in-channel upstream of critical entry points in the wastewater network, where they go to work on unconventional waste, tearing plastic and non-plastic debris and crushing solids into small particles that flow freely through the system.”

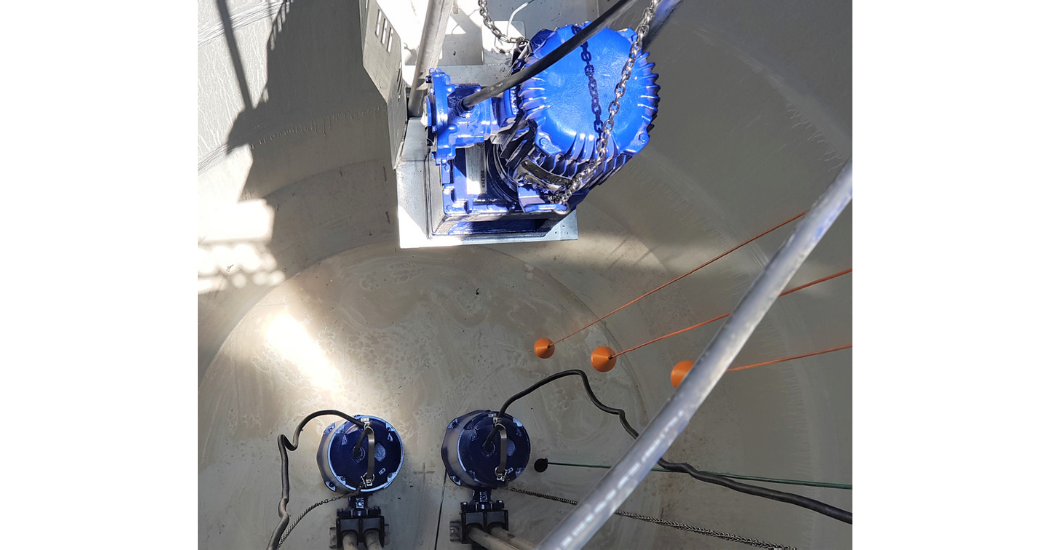
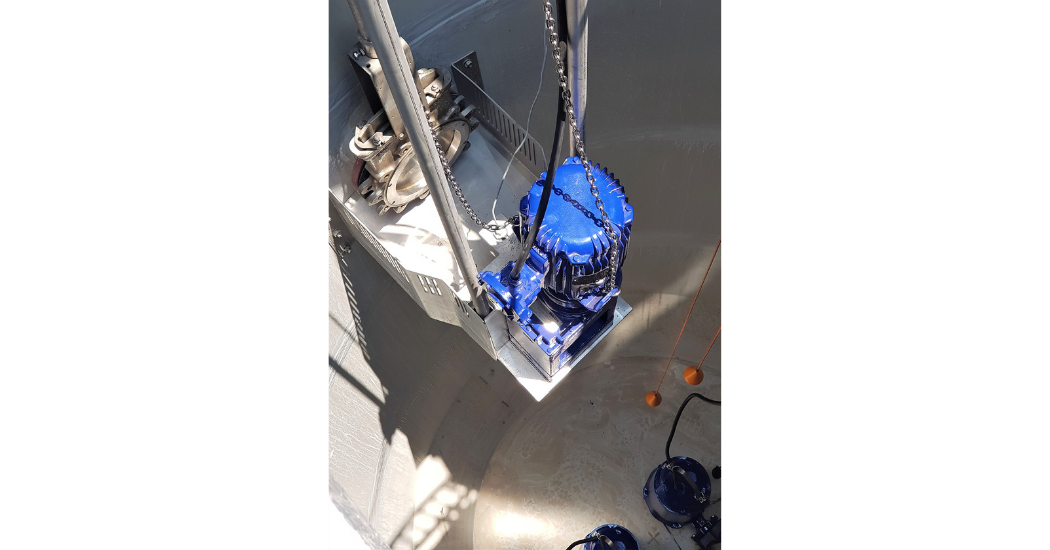
The new pumping station was equipped with Sulzer pumps and a grinder.
Happier holidaymakers
Situated only 10 meters from the ocean, the pumping station serving a New South Wales holiday park faces extremely high peak loads during the busiest part of the season. When the pumps become blocked by diapers or wet wipes, the resulting overflow could run straight into the sea. That could create health risks for holidaymakers and the potential for steep fines for the park operator.
After examining the situation at the park, Sulzer NSW channel partner QMax Pumping Systems, recommended a grinder to protect the pumps. As the size and location of the pumping station precluded the installation new equipment within the existing facility, the answer was a Muffin Monster Manhole – a 1.2-meter diameter fiberglass chamber containing a channel version of the Sulzer grinder. Installation on the main sewage line leading to the pumping station was quick and simple, taking less than three weeks including all civils works. Since the installation of the new system, the park has suffered no overflows or service interruptions.
A restful retirement
Elsewhere in New South Wales, QMax supplied Muffin Monster technology as part of a pumping station upgrade at a retirement village for the over 55s. The original plan involved the installation of two new pumps alongside two units that had been in operation for some years. As part of the design process, QMax specialists spent time talking to the system operator and understanding the maintenance challenges they faced with their current installation.
The conversation revealed a history of unscheduled maintenance, caused primarily when one or both pumps became blocked by incontinence products in the wastewater stream. On occasion, both pumps had become blocked, leading the system to shut down and overflow until engineers could attend the scene, lift and clear the pumps before cleaning up the site.
With this insight, Qmax was able to recommend the inclusion of a high-capacity Sulzer 10k series Channel Monster™ grinder upstream of the two new pumps. Equipped with the suitable control and monitoring technology, the grinder was a “fit and forget” option for the site owner, requiring only the same frequency of routine checks as the pumps themselves. Indeed, the new system has run so smoothly since its installation that the site owner is now planning to add Muffin Monster units to its two original pumps.
The success of the first Muffin Monster has led to plans for another unit to be installed on the same site.
Solutions for Australia and New Zealand
As facilities around the world continue to face rising demand and pressure to keep costs under control, the reliability of key infrastructure has never been more critical. Sulzer Muffin Monster grinders are being installed in holiday parks and elderly care facilities across the UK, Europe and worldwide, providing highly effective treatment for troublesome wastewater problems.
Sulzer Australia stocks pre-engineered grinders in Brisbane and uses a network of established channel partners to install these at any location or facility. Rajeev concludes: “This is a comprehensive offering for end-users, with Sulzer manufacturing and supplying quality products with process and warranty support to local channel partners who tailor every installation to suit specific customer requirements.”
About Sulzer:
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). Our shares are traded on the SIX Swiss Exchange (SIX: SUN). www.sulzer.com. The Pumps Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.


