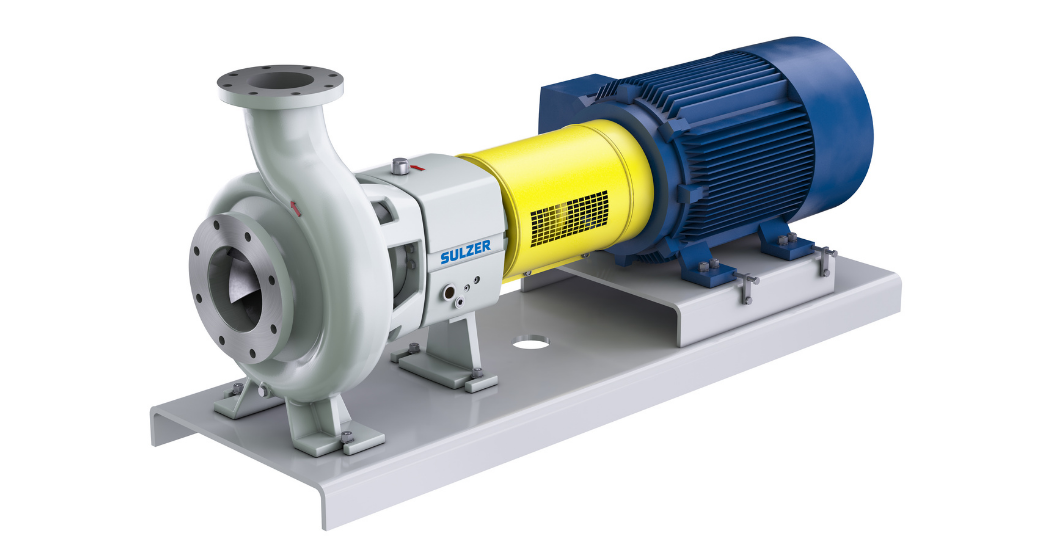
A few years ago, Sulzer launched the energy-efficient CPE ANSI (American National Standards Institute) centrifugal pump range. Now, responding to market demand, Sulzer provides an IEC (International Electrotechnical Commission) motor compatible pump range.
The CPE process pump is designed for a variety of industrial applications, such as clean or slightly contaminated liquids, viscous liquids, and fibrous slurries. It meets the requirements of ASME B73.1 (American Society of Mechanical Engineers) applied to chemical processes. A heating jacket option is available for applications that require a specific temperature to enable smooth pumping operation.
Today, there is a global demand for CPE pumps. Therefore, Sulzer extended the pump range with IEC compatibility that features IEC motors, base plates, and couplings. The CPE pumps are manufactured in the US, Finland, and China for best global availability.
The CPE pump with an IEC motor is a strong alternative if there is a need for a process pump with higher pressure or temperature than an ISO5199 pump can reach. It offers the highest efficiency in the ANSI pump market. For customers, this means substantial savings in the total cost of ownership (TCO) and a reduced environmental footprint.
“We are happy that we can also offer the CPE pump in countries where IEC motors are required. This pump is the best fit for a wide range of industrial applications and a welcome addition to our process pump portfolio,” says Jouni Lehtinen, Head of Sales at Sulzer.
To learn more about the CPE process pump range, please visit sulzer.com.
Follow Sulzer Industry on LinkedIn.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2020, our 15’000 employees delivered revenues of CHF 3.3 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN).
The Flow Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.


