Author: Bill Lenling, TST Coatings
Protective coatings are a critical component in many pump designs. The coatings are used to provide surface properties such as electrical insulation, corrosion protection, and most commonly, wear protection. There are several types of pump parts that are coated including shafts, plungers, pony or push rods, housings, impellers and mechanical seals. Many different technologies are used to create protective coatings including electro and electroless platting, physical and chemical vapor deposition, laser cladding, PTA (plasma transferred-arc), powder, paint and thermal spray.
Coatings used for the protection of pump component surfaces are numerous and are engineered to meet specific application requirements. Many materials are used to make coatings include metals, polymers, ceramics and carbides. Figure 1 shows the magnified cross section of a carbide coating. The coating was produced using the thermal spray process HVOF. The carbide coating has excellent wear resistant properties due to its high hardness, low porosity and excellent adherence. This coating can be found on shaft seal surfaces, impellers and internal surfaces of housings. Figure 2 is a magnified cross section of ceramic chrome oxide coating. This coating has very high hardness and is highly chemically resistant. It is used on food and pharmaceutical grade pumps, mechanical face seals and sealing surfaces on rotating shafts. The process most commonly used to create this coating is plasma spray.
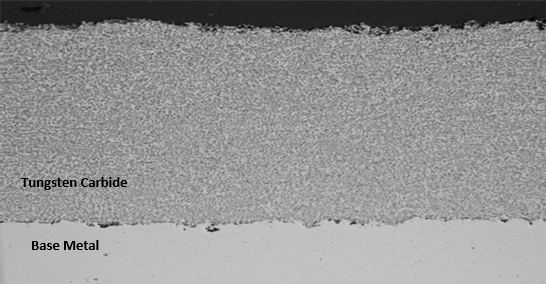
Figure 1 Tungsten carbide coating deposited by the HVOF process, hardness 1250 Vickers (72 HRC), porosity 0.4%
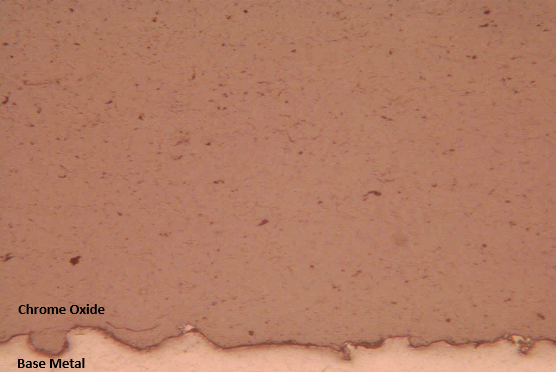
Figure 3 Magnified cross section of plasma sprayed chrome oxide coating, hardness 1400 Vickers, porosity 0.6%
No matter what the coating process is, proper automation of the process has several benefits especially when the coating technology is used to apply coatings on high volume components. Benefits such as process consistency, minimal downtime, optimized production rates and reduced labor costs are examples of the benefits.
Complex coating processes with many process variables especially benefit from process automation. Each of the variables can be optimized through the coating development process and also using tools like design of experiments. The variables can then be locked down through automation controls to assure optimal quality and consistency.
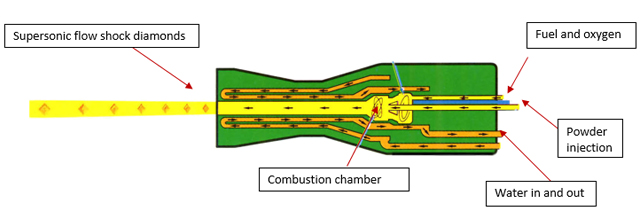
Figure 4 shows a pump plunger being coated by a fully automated thermal spray process. There are several process variables that are being highly controlled by the coating systems automation, which include:
- Rotational speed of the plunger
- Traverse rate of the thermal spray device by a six-axis robot
- Gas flow rates to control the combustion energy of the thermal spray device
- Carrier gas flow rate to feed the powder raw material
- Powder feed rate
Besides process variables, the automation also controls other system processes to maximize production efficiency, which include:
- Ignition of the thermal spray device
- Ramping of the process to achieve a steady state
- Staging of the plungers
- Loading and unloading parts
The coating properties for plungers require low coating porosity, excellent adherence to the base metal, and high hardness to provide wear and corrosion resistance. Figure 5 shows the microstructure of the plunger coating. This microstructure is produced with an extremely high degree of consistency. The consistency and high quality is a result of combining up front process development to optimize coating parameters and utilizing process automation that is customized for the product line.
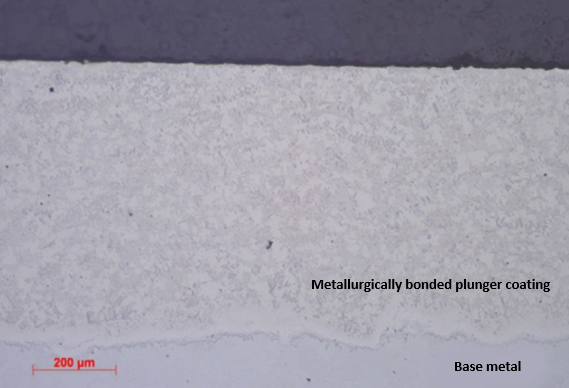
Figure 4 Coating microstructure of coated plunger. Coating porosity 0.2%, coating hardness 711 Vickers, 61 HRC
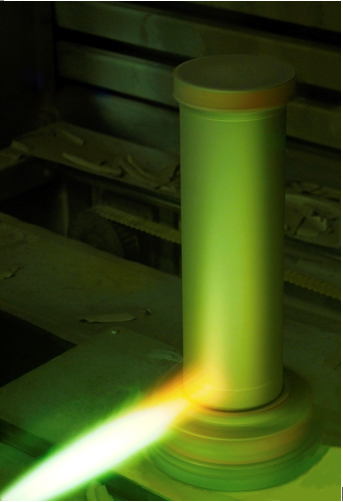
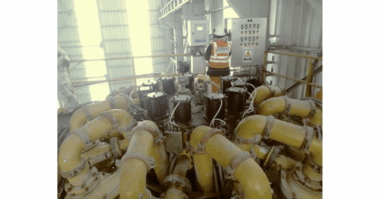
Figure 5 Pump plunger being coated with automated coating technology

Figure 6 Pump plunger coated with TST’s automated thermal spray coating process
TST Engineered Coatings uses extensive coating process automation in the manufacturing of coatings for pump components. Before TST automates a coating process, it’s R&D engineers develop robust coating parameters using metallurgical analytical processes to maximize the coatings structure and properties. The coating parameters are then transferred to production engineering where custom equipment is designed and built for automation. The custom equipment is built for specific components so the parts can be coated in the most efficient manner with minimal waste of materials and labor. Critical quality checks are incorporated into the coating process by TST’s quality engineers. In production the quality data is recorded and monitored with SPC to maintain the process consistency. All of these engineering processes come together to provide the customer with the highest quality coating technology produced in a consistent means and at a decidedly cost-effective way.
If you have any questions about protective coatings for pump components, contact us!