
Food pumps are essential to food production, facilitating the transport and processing of delicate materials like liquids, pastes, and viscous products. These pumps must meet various requirements to ensure the highest hygiene standards and efficient production.
An essential feature is hygienic design, which ensures prevention of contamination and inhibits bacterial growth. CIP and SIP compatibility, materials, standards and certificates: You will find everything you need about food pumps here.
1. Hygienic design
Food pumps must be designed to ensure they can be cleaned quickly, thoroughly and efficiently. This is particularly important to avoid contamination, which could have a negative impact on product quality. Hygienic design means the pumps are designed without dead spaces where food residue or liquids can accumulate. These residues would provide an ideal breeding ground for micro-organisms such as bacteria and molds, leading to a potential risk to product safety. To minimize this risk, the pumps must meet high requirements of hygiene standards such as EHEDG (European Hygienic Engineering & Design Group) and FDA (U.S. Food and Drug Administration). These standards ensure the pumps are approved for safe contact with food and meet the highest hygiene criteria.
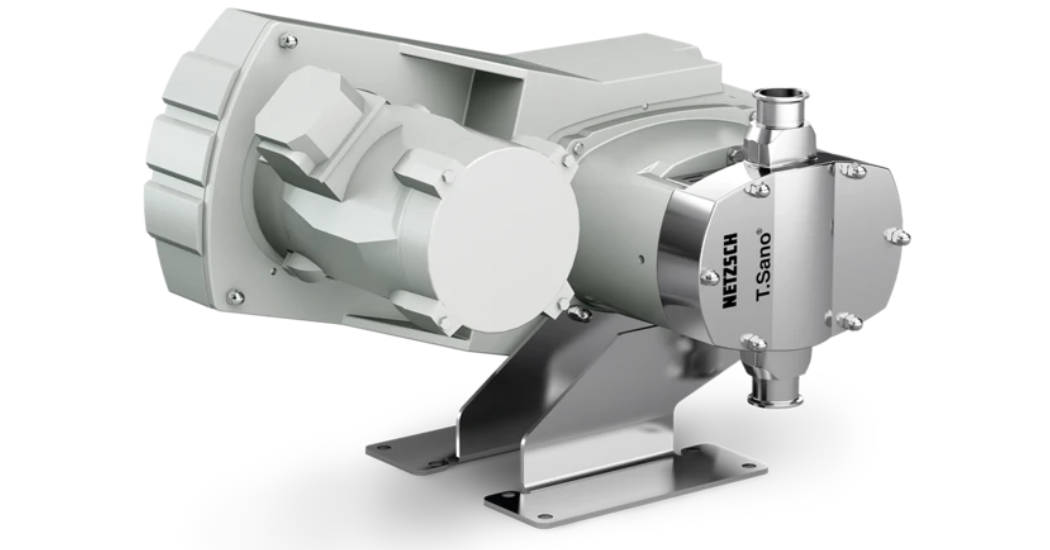
TORNADO® T.Sano® rotary lobe pump has an entirely smooth housing on which hardly any kind of dirt or dust can accumulate.
2. CIP and SIP compatibility
For efficient and continuous production, food pumps must be CIP (Cleaning in Place) and SIP (Sterilisation in Place) compatible. Thanks to these systems, you can completely clean and sterilise the pump without disassembling it. This is particularly important in the food industry because manual cleaning of pumps is not only time-consuming and costly but also carries the risk of incomplete cleaning. With CIP and SIP systems, cleaning and sterilisation are done directly on-site by pumping cleaning solutions and steam through the system. Besides saving time, this also ensures consistently high hygiene.
Efficient cleaning, increased productivity and sustainable cost savings: This is precisely what CIP capable pumps from NETZSCH offer you.
3. Corrosion-resistant materials
The materials used to make food pumps must meet hygienic requirements and be highly resistant to corrosion and wear. Since aggressive cleaning agents and acidic or alkaline food media are often pumped in the food industry, it is essential the materials used can withstand these conditions. Stainless steel of the quality class 1.4404 (AISI 316L) is the preferred material, combining high corrosion resistance with smooth, hygienic surfaces that are easy to clean. In addition, the material must ensure no interaction with the conveyed food products to avoid affecting the product quality.

With its innovative design, the PERIPRO® hose pump in food version enables you contamination-free conveying.
4. Gentle conveyance of media
Food pumps must be able to gently convey sensitive food products without affecting their consistency, structure or taste. Many food products, such as yoghurt, fruit juices, dough or pasty products, are very sensitive to mechanical or thermal effects. Excessive stress can negatively affect your product quality, such as unnecessarily breaking emulsions or heating the product. Therefore, food pumps must regulate the pressure and flow rate so the product remains undamaged. Pumps such as progressing cavity pumps or rotary lobe pumps enable a gentle pumping process, maintaining the integrity of the product. This preserves your food’s consistency, structure and sensory properties, which is crucial for quality assurance.
The NEMO® BH hygienic pump impresses with its continuous, pressure-stable, gentle and low-pulsation conveyance.
5. Certifications and standards
Food pumps must meet various standards and certifications, meeting the high demands of the food industry. In addition to the EHEDG and FDA standards, the pumps must meet national and international standards, depending on the region or country. In the US, for example, the 3-A Sanitary Standards are decisive, which define strict requirements for the hygienic design and materials of food processing machines. These standards and certifications ensure that the pumps can be used safely in contact with food and that no potential contaminants or harmful substances can enter the food.
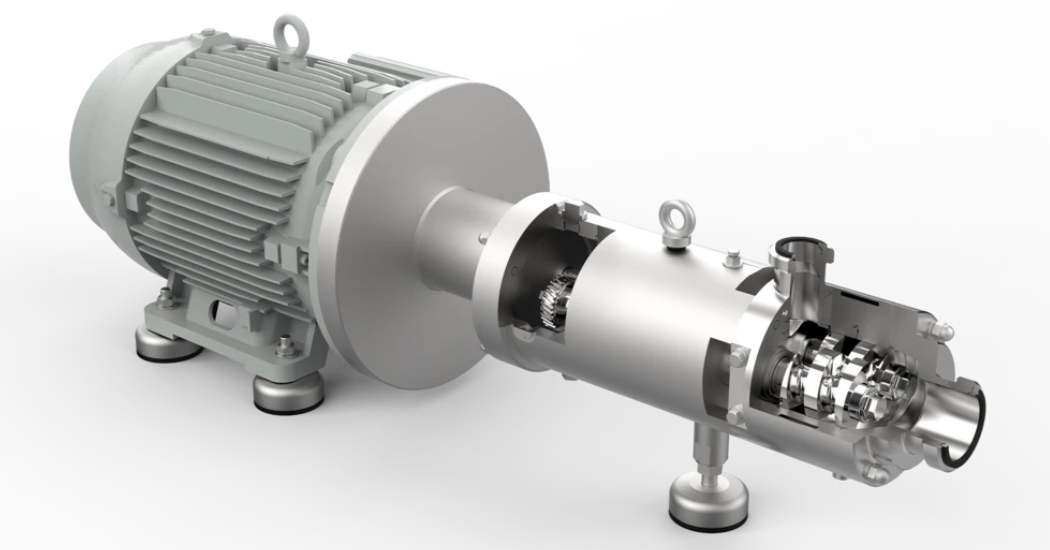
The NOTOS® 2NSH hygienic twin screw pump in the conventional, round pump housing offers an optional heating or cooling jacket.
6. Avoiding contamination
One of the biggest challenges in food production is avoiding contamination. Food pumps must be designed so as not to bring any impurities into the pumped medium. This does not only mean no residue or bacterial residue from previous pumping cycles should pass into the new production cycle but also that no harmful materials or substances from the pump itself should get into the food. Therefore, the materials used must be food-safe and secure to prevent contamination. In addition, the pump should be designed so you can quickly and completely clean it to minimize the risk of cross-contamination.
Customized food pumps meeting your requirements
These requirements are crucial to ensuring your food pumps meet the special conditions and specifications of food production and guarantee the highest product safety. As a global specialist in handling complex media, NETZSCH Pumps & Systems offers a wide range of pumps that meet these requirements.


