A Major global manufacturer of chlorine and caustic soda implemented a reliable, cost-effective solution to their pumping concerns.
 If the mercury pumps at their North Eastern US facility don’t work, serious problems can develop. By implementing a power sensing system that included alerts for lost or broken impellers they were able to improve process efficiency and safety without touching the pumps or piping. By analyzing the resulting power data they were also able to recommend equipment sizing changes that further saved money.
If the mercury pumps at their North Eastern US facility don’t work, serious problems can develop. By implementing a power sensing system that included alerts for lost or broken impellers they were able to improve process efficiency and safety without touching the pumps or piping. By analyzing the resulting power data they were also able to recommend equipment sizing changes that further saved money.
The Challenge
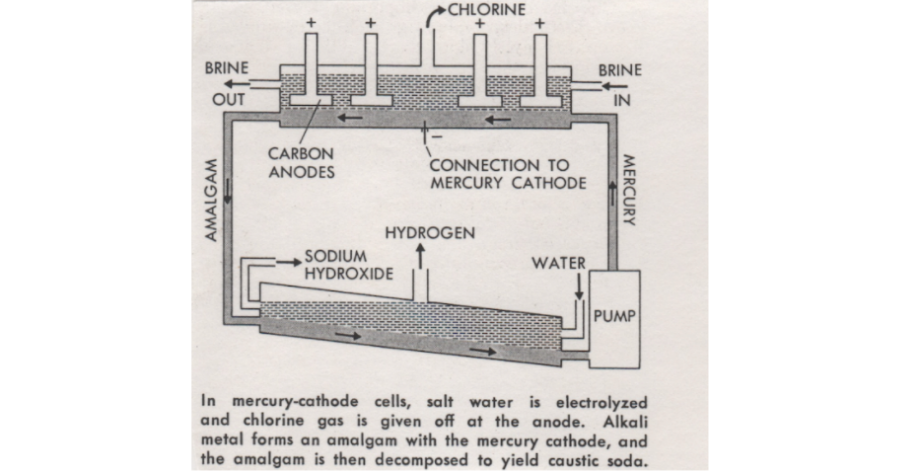
When making chlorine and caustic soda (sodium hydroxide) with the mercury cell method, mercury is continuously circulated through the system. The mercury serves two purposes. First, it acts as a cathode in the electrolysis of brine. Second, it becomes an amalgam with the alkali metal that is formed in the electrolier. The amalgam flows into a decomposer where it is broken down with deionized water to remove the caustic soda.
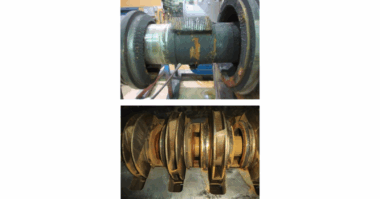
There are 60 pumps and occasionally a pump impeller will fall off or a pump will become jammed. If this happens the cast iron electrolysis tank becomes the cathode, and hydrogen is formed which is potentially explosive.
The Solution
An easy way to check pump performance is to monitor the electrical supply to the pump. The great advantage to this is that the sensor is located in the gentle confines of the electrical control room, away from the harsh manufacturing environment.
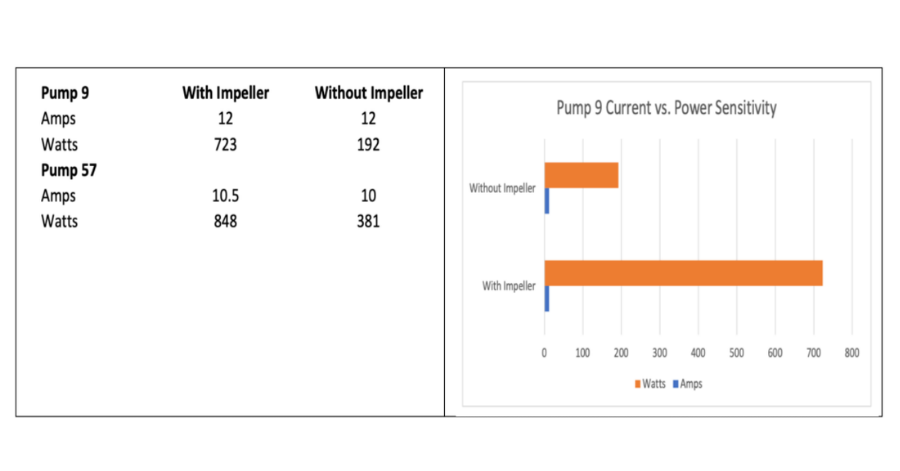
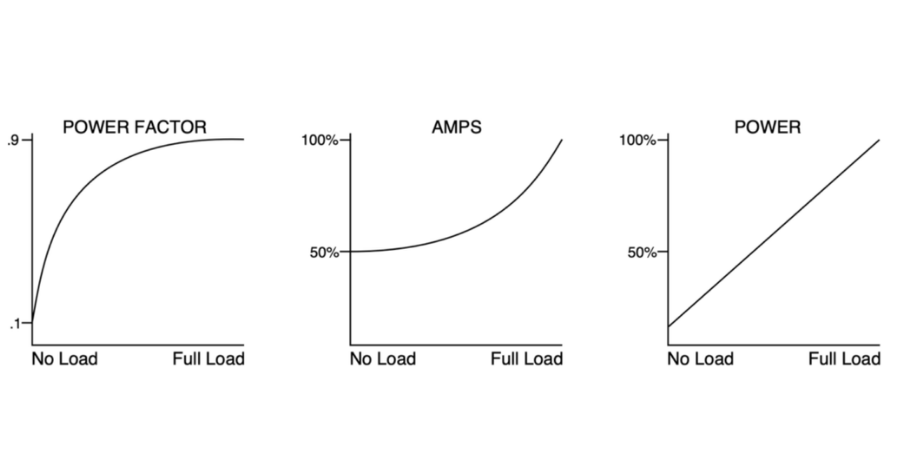
Tests were made to see if measuring motor current would be adequate, but the results showed there isn’t enough sensitivity. Measuring power (Volts x Amps x Power Factor x 1.73) however, shows a dramatic change when the impeller is lost.
In an induction motor that is less than 50% loaded, the current changes very little with change in load. The thing that is changing is the power factor. Motor power is a much better measure of load since it works at both high and low loads and is linear.
To implement the solution load control sensors were installed to measure pump motor current and voltage directly with power calculated instantaneously. These sensors include two trip points, a low trip corresponding to impeller loss, and a high trip set for jam-up conditions. Outputs from each sensor were connected to two displays: a master display located in the control room for operator display; and a large alphanumerical display in the plant suitable for long-distance viewing. When an event causes the load control to trip an alarm sounds and an attached printer also outputs a sheet of paper with the impacted pump, time of day and whether it was a high or low trip.
Results
The successful implementation has provided benefits in three areas: manufacturing efficiency; plant safety; and cost savings. By measuring power draw across the 60 pumps the manufacturer was able to identify two incorrectly sized impellers. By being able to constantly monitor mercury levels, inefficiencies in levels can be identified and addressed quickly, improving process efficiency and dramatically increasing overall plant safety. Additional cost savings have been identified by justifying oversized pump motors, paving a path for future lower consumption replacements.
About Load Controls
Since 1983 Load Controls has been providing Power monitoring solutions for Chemical Processing, Pharmaceutical, Food Processing, Paper, Waste Treatment, Machine Tool and other process manufacturing applications. Our sensors and controls are in use by 9 of the 10 world’s largest chemical processing firms, and 9 of the 10 largest Pharmaceutical companies globally. All of our products are manufactured in the USA.
Visit www.loadcontrols.com for more application use cases and product information, or to request a 30-day trial.