Direct In-Line Pumping Project Overview
A leading manufacturer of high-end pet food products was ready to double the production capacity of production lines and washing equipment, in their Tennessee facility by adding 100,000 sq ft to keep up with increasing demand.
The challenge with increasing production output is the increase in wastewater flow rates that enter the existing conveyance system.
The footprint of the existing facility would restrict the design of the new building. A traditional wet well-style pump station required substantial excavation depths and a larger surface footprint than was available. The design team needed to provide a system that fit in shallow 48″ deep basin.
Concerns with the cycle times of submersible pumps, and the odors & bacteria created with an
open pit had the team searching for an alternative solution to the traditional wet well. OverWatch® Direct In-Line Pump System solved all the challenges.
OverWatch® Direct In-Line System Solution:
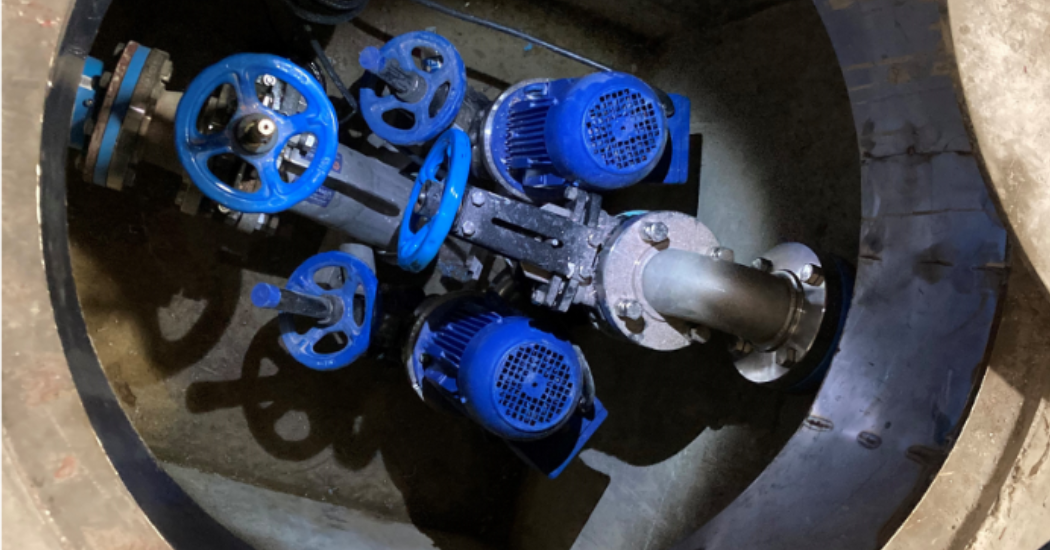
The wet well was eliminated and replaced by an OverWatch® Direct In-Line Pump System. The modular design enabled a quick, simplified installation that reduced construction costs. The unit was passed through the 30” manhole opening and placed just 48” beneath a pedestrian walkway into a precast, concrete, basin.
Bacteria and odor are typical problems with a wet well, but not with OverWatch®. When production washing cycles begin, the liquid level sensor measures the change in flow and communicates to the variable frequency drives in the control panel to ramp up motor speed. As the flow changes, the pump reacts in real time, limiting detention of fats, oils and greases (FOG) created by the food production process. Effluent is contained in the piping and never becomes atmospheric. Despite the pump station being located near the production floor, odor suppression systems are not required, and health & safety risks are no longer a concern.
Maintenance is simplified as valve controls are housed in the basin, which is now a clean, dry, safe machine room and no special equipment is required to service. The hydraulic assembly (motor, seal, & impeller) is close coupled for easy removal or repair. The NEMA 3R industrial enclosure arrives factory wired, tested and UL-Certified – ready to be mounted and powered. Commissioning and training of the system was completed for the staff in a single morning session.
 Installation Results:
Installation Results:
- Reduced construction costs avoiding expensive excavation and foundation work
- Easy to install, maintain & access – dry, odorless pump station located 48” below pedestrian walkway
- Improved health & safety conditions as harmful odor and bacteria are eradicated
- Cost savings – no odor suppression system required


