Understanding and addressing the challenges of operating and maintaining older pumps
Many of our aging facilities are still using the pumps that were purchased and commissioned during plant construction. Despite the age of this equipment, effective maintenance strategies and upgrade opportunities can extend useful life for decades more. Older pumps are often more robust than current designs, which take advantage of new manufacturing technologies to reduce the raw materials needed for construction. However, vintage equipment has its downfalls as well. It is important to understand the challenges we face when operating and maintaining vintage equipment so that we can stay ahead of potential sources for decreased reliability.
These challenges were at the forefront of an improvement project undertaken by a Canadian pulp mill. Most pulp and paper mills in North America have been in operation for decades, and many are still running with the original equipment. This facility had several BB2-style makeup liquor pumps (MULP) that were experiencing a low mean-time-between-failures (MTBF). To increase pump life and reduce the risk of unexpected downtime, the pulp mill approached Hydro’s Scotford service center for support in identifying the root causes of degradation. Hydro Scotford combined a thorough inspection process with experience in upgraded designs and materials to bring the MULP system reliability back to an acceptable level and improve overall performance. The major focus points of this project -standardization, material upgrades, and improved tolerances –can be applied to aging installations in all industries and deliver the expected flow to the system.
Standardization Across Pump Units
One thing that aging installations have in common is that they have been through multiple repair cycles. In units that have several identical pumps, repeated maintenance and rebuilds may have affected the interchangeability of parts between units. Small differences in geometry across pumps can result in big reliability problems when insufficient documentation or human error result in installation of components with incorrect dimensions. Loss of standardization of parts also results in the need to hold a much higher parts inventory, as common spares are no longer an option. In the case of the pulp mill’s MULP units, procuring and installing parts with the correct dimensions was a significant challenge.
In some cases, the manufacturer started supplying parts that reflected model upgrades and did not fit the vintage pumps present at the mill. In other cases, emergency repairs lead to the fabrication of one-off parts with non-standard dimensions so that the unit could be restored on an expedited timeline. While these emergency repairs met short-term needs, they created long-term issues as the loss of parts interchangeability led to extended repair schedules and/or reduced reliability.
Recognizing that restoring a standardized design would reduce the risk of maintenance errors, streamline inventory, and improve repair timelines, Hydro Scotford worked with the mill to modify the existing units. Fits were reinstated to accept standard dimensions across all installed units. A common width between end covers was established to allow a standardized pump shaft for all units.
New bearing brackets were manufactured to correct the face-to-face width and centralize the impeller. Hydro Scotford created new standardized drawings and part numbers for these updated components to help the mill easily procure parts for use during on-site repairs performed between major overhauls.

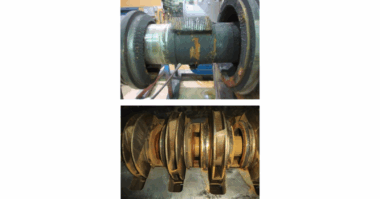
Figure 2. Makeup liquor pump casing and end covers
Material & Component Design Upgrades
As standardizing the pump components often required the supply of new components, Hydro Scotford took this opportunity to incorporate design and material upgrades that would increase reliability and efficiency. For older equipment, there are many opportunities for upgrades that can significantly improve performance and reduce cost of ownership. In the time since the equipment was designed, technological advances in materials and coatings have been developed. Additionally, operating experience has resulted in targeted upgrades that address design weaknesses uncovered after the equipment was put into service.
For the pulp mill’s MULP units, Hydro Scotford implemented upgrades to both component design and materials to increase the time between maintenance cycles and reduce the damage experienced by pump components. The impellers were upgraded to a CD4 MCU material and designed to incorporate integral wear rings that reduce interstage leakage and improve efficiency. The end covers were upgraded to incorporate integral wear rings as well. Wear components were manufactured from Duplex 2205 with a Stellite coating to minimize wear and maintain design clearances as long as possible.
The units all exhibited washout damage on the casing and end covers. To counteract this, all wetted areas and casing fits were coated with TAFA 1350, a tungsten carbide thermal spray. This coating effectively increased the surface hardness, reducing wear due to abrasion and erosion. Reducing abrasive wear not only increases the life of the component, it also preserves a smooth surface finish to maintain design efficiency.
The last upgrade made to the pulp mill’s MULP units was an upgraded seal design. A standard packing sleeve with hard metal overlay was designed for all pumps and modifications made to accept a PackRyt packing system. The upgraded packed box design resolved issues the mill had been experiencing in procuring packing from the manufacturer.

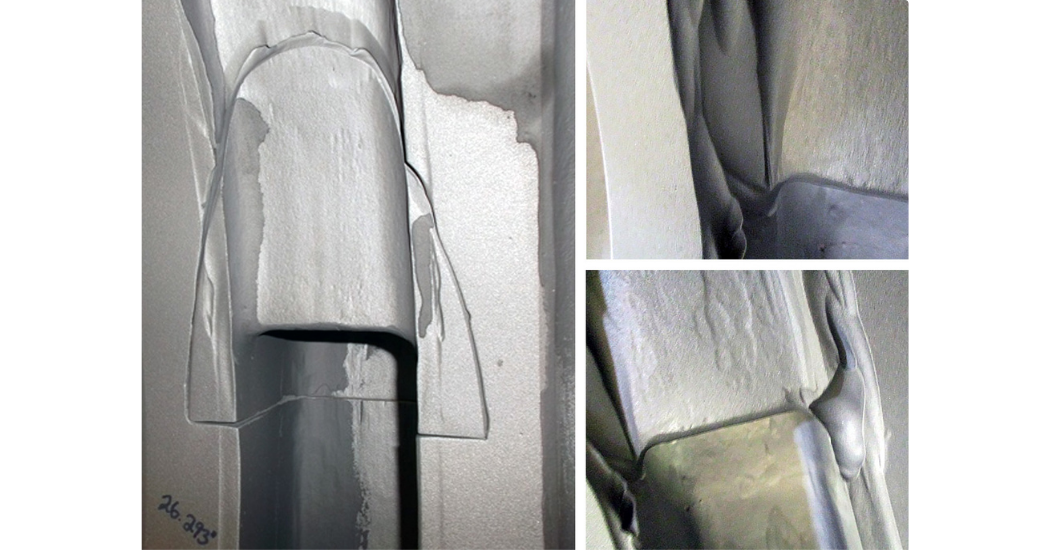
Figure 3. Impeller Damage
Rebuilding Back Better
The last area identified in the root cause analysis of the MULP system was excessive tolerances of the OEM supplied parts. These excessive original tolerances resulted in non-concentricity of the rotating and stationary components. Critical fits in the casing and end covers were found to be 0.020” out of round; best practices hold this tolerance to ≤0.002”. Fit tolerances, which best practices hold to 0.002 – 0.004”, were found to be 0.006 – 0.040”. Without concentric components, close clearance mating surfaces will contact and prematurely wear. Excessive wear will result in reduced operating life, increased vibration, reduced efficiency, and more costly repairs.
After a thorough inspection that included a complete dimensional analysis, Hydro Scotford restored concentricity to all critical fits. The as-built components were held to a stricter tolerance than the original design, ensuring that the refurbished pumps would run more smoothly. The rotor was assembled and balanced to 2W/N to further reduce vibration and the risk of contact between the rotating and stationary components.
Conclusion
Aging installations can come with challenges, but with proper attention and an eye for improvement they can continue to deliver safe and reliable operation. By investing in these installations, you can save your facility significant cost compared to the purchase of new equipment. Extending useful life of existing units also promotes a circular economy and more sustainable business practices.
Author: Ralph Fergusson, Hydro, Inc.
Originally published in World Pumps Magazine.