Vertical pumps have reliability and maintenance considerations unique to their design and application. One of these considerations is the pump seal design. Many vertical pumps rely on packing in lieu of mechanical seals. While it is a less sophisticated design, packing has benefits for vertical pumps, including greater ability to handle fluid with particulates, less sensitivity to misalignment, and greater stiffness and damping provided at the seal location. However, packing also has multiple disadvantages, foremost of which is the need to continuously adjust the packing gland to maintain the desired leakage rate and the requirement that some fluid must leak to the atmosphere. The cost associated with replacing worn components in the packing area is another notable drawback.
In cases where any of the disadvantages associated with packing or a mechanical seal noticeably impact reliability or the cost of operation, upgrading to a seal casing design is an attractive alternative. This is the decision that a pulp and paper mill in the Southeastern US made when experiencing reliability and environmental concerns in their river water pump system. Faced with the need to install a new sealing device, they decided that the ability to avoid aboveground leakage and eliminate time-consuming periodic maintenance justified the investment in a vertical pump seal casing.
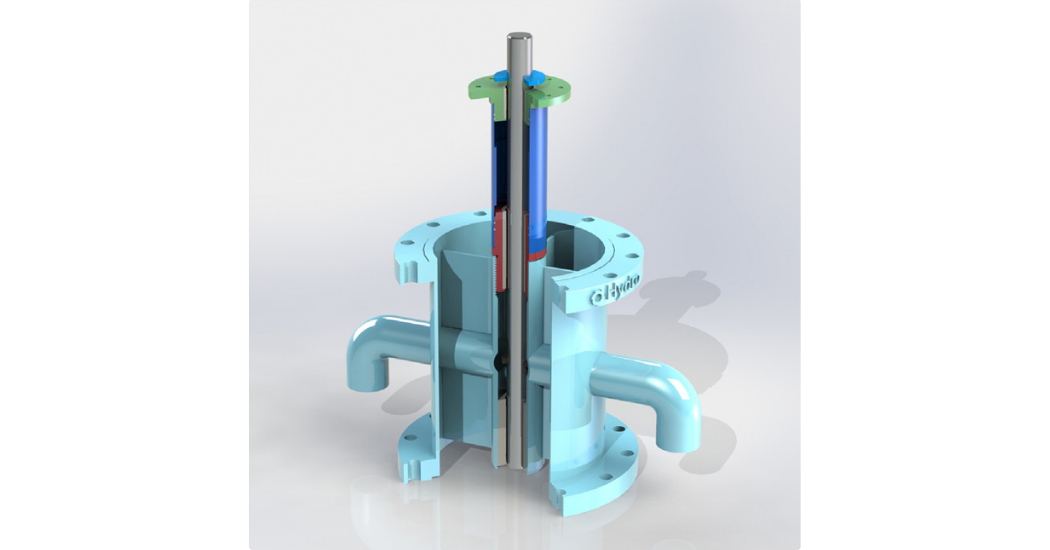
HydroSeal seal case cross section
What is a seal casing design?
A vertical pump seal casing isolates the shaft assembly where it passes through the discharge head. A close-fitting bearing limits leakage into an isolation tube; any leakage that does enter this area is expelled by a deflector through ports in a special casing that direct the fluid back to the suction source.
The top of the isolation tube, which is sealed by a plate and grease-packed bushing, is located at a significant distance from the deflector and liquid return ports. Because this design relies on fluid moving to the lower pressure suction source, application of this seal requires that the suction source is vented to atmospheric pressure.
This seal design provides distinct advantages over a traditional packed box or mechanical seal. The first major advantage is that the seal is designed to operate with minimal maintenance for the full period between pump refurbishments. The only mid-cycle maintenance required is greasing the top bearing where the shaft protrudes from the isolation tube every six months. The lower bearings are product lubricated and do not require maintenance. When the pump is removed for its routine refurbishment process, the renewal of the seal components is low cost and consists mainly of restoring bearing clearances and replacing elastomers.
Another major advantage of this design is that it provides zero leakage above the baseplate. This is especially beneficial for hazardous fluids, where leakage to the environment is undesirable.
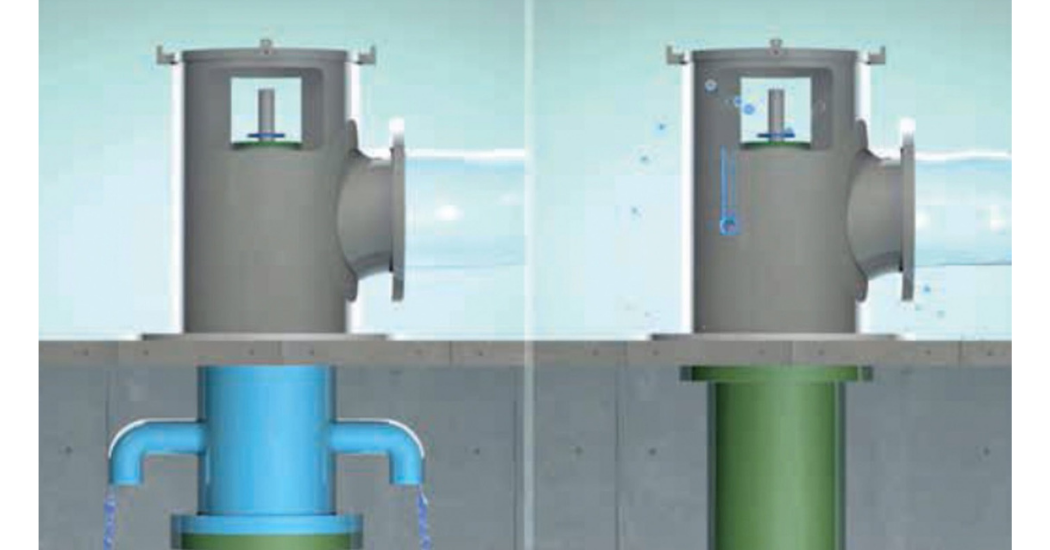
Illustration of a seal case installation versus a packing installation
Corrosive fluids, where leakage can cause damage to the baseplate or other aboveground components, are also well served by this specific design. Some examples of common services where this is applied with great success include service water pumps handling seawater and molten sulfur pumps.
Upgrade in action
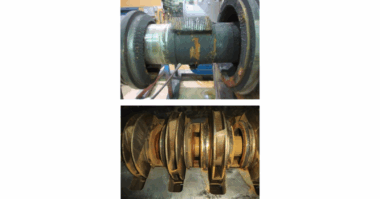
The pulp and paper mill in the Southeastern US was experiencing problems with the guide bearing lubrication system in its river water pumps. The existing design required oil lubrication, which was isolated from the pumped fluid through an enclosing tube. The lower oil seal on the enclosing tube suffered from frequent failures, resulting in leakage of the lubricating oil into the basin. Not only did this jeopardize the reliable operation of the equipment, but it also resulted in several fines by the local government due to environmental contamination.
The mill approached Hydro Inc’s Atlanta service center to provide a design change that would eliminate the oil lubrication and instead lubricate the bearings using the pumped fluid. The oil lubricated design had not required a seal, as the enclosing tube extended to the top of the discharge head where it was attached using a tension nut. The pulp and paper mill was provided with two options – modify the discharge head to accept a packed stuffing box or modify the discharge head and upper column to install a seal casing assembly.
The upper column already required replacement due to extensive damage and the need to add a bearing retainer to support the shaft at this location. The greatly reduced labor required for a seal casing compared to packing was very appealing to the mill maintenance team. Unlike a mechanical seal design, the seal casing would provide the rotor with a high level of stiffness and damping due to two close-clearance shaft bushings in the assembly. The ability to eliminate any fluid from entering the basin or above-ground environment was also a notable improvement over a packed box design.
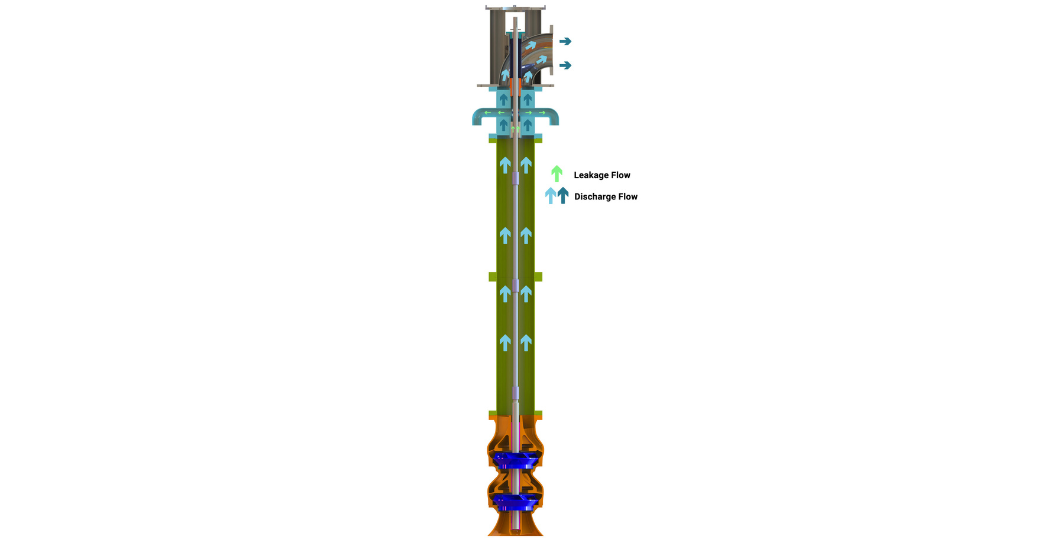
Flow paths for seal case design – discharge and leakage flows
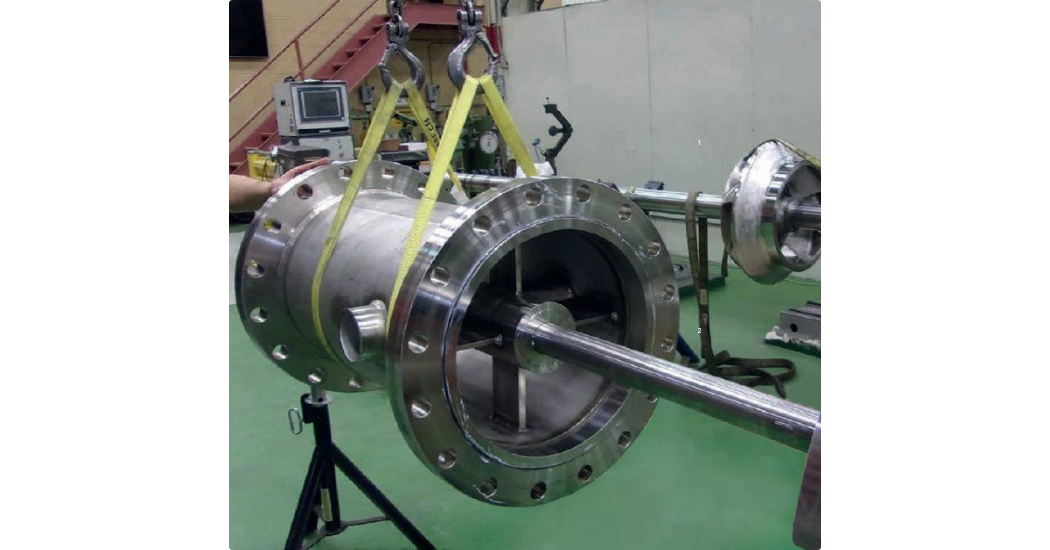
The mill decided to make the investment to upgrade to the vertical pump seal casing. To perform the upgrade, Hydro furnished the seal assembly, including seal casing, isolation tube, deflector, adaptor, upper seal plate, and two bushings. A new upper column was manufactured to accommodate the space needed for the seal case and the discharge head was modified to accept the assembly.
After the refurbishment and upgrades were completed, the modified pump was installed on-site and returned to operation. The upgrade successfully eliminated any leakage above the baseplate, extending the life of the aboveground components and providing a safer working environment. With the conversion to a product lubricated bearing system, risk of environmental contamination was also eliminated. The pump has continued to run reliably and efficiently since reinstallation, justifying the mill’s decision to think outside of the box and make an investment in an innovative technology.
Published in World Pumps Magazine