Author: Dr. Robert Cook, Ph.D., Senior Materials Engineer and Ceramic Matrix Composite Technical Lead, Lancer Systems
While many claims can be made as far as enhancements to pump performance, one assertion cannot be argued; minimizing pump downtime directly affects the bottom line. This is especially true in the petrochemical and power industries, where sealless mag-drive and canned-motor pumps are becoming more commonplace due to their enhanced reliability, zero environmental emissions and reduced leakage compared to the more traditional “sealed” pumps. Within these sealless pumps, sleeve bearings utilized are typically machined from carbon-graphite or sintered silicon carbide (SiC). This is inherently due to the high hardness of these materials, allowing them to withstand wear during the pumping of aggregate solid media. Although carbon-graphite is a proven solution for many systems, its limited dry-running performance relegates its use to systems with minimal loads and constant lubrication. In contrast, SiC bearings have excellent tribological performance, wear resistance and chemical resistance, but suffer in that they are prone to catastrophic brittle fracture. This is largely due to the inability of SiC to absorb the shocks and vibrations encountered during pump upset conditions. Additionally, both materials are vulnerable to thermal and mechanical shock, leading to fracture and ultimately bearing failure.
While both carbon-graphite and SiC bearings provide processing enhancements over more traditional and softer bearing materials, the monolithic nature of these systems result in a material that, while stable during steady-state pump operating conditions, is prone to catastrophic failure under modest pump upset conditions. In the event of bearing catastrophic failure, shards of high-hardness ceramic can lead to total pump failure, resulting in significant downtime and financial burden. With the goal of addressing the shortcomings of monolithic bearing materials, while at the same time expanding on their benefits, a ceramic matrix composite (CMC) material given the trade name CeraComp® has been developed as a high performance material solution. Originally released by Greene, Tweed & Co. in 2010, CeraComp® CMC’s are engineered to have similar corrosion protection and comparable wear characteristics compared to monolithic SiC ceramics, while at the same time display greater fracture resistance, tunable surface hardness and the ability to control both thermal and electrical conductivity. Its unique and tailorable properties have allowed engineers to find successful applications for the technology in the aerospace, semiconductor and industrial sectors.
Compositionally, CeraComp® is a fiber-reinforced material with either a silicon oxycarbide or silicon carbide matrix. CMC surface, bulk and tribological properties can be tuned though utilization of a wide variety of fillers and fiber surface treatments, resulting in an engineering material that can be custom tailored to meet usage requirements for very specific applications. An example of this is the ultra-low coefficient of thermal expansion displayed by CeraComp®, which can be tuned and controlled through modification of bulk crystallinity, internal fiber type and fiber architecture. In a bearing application, this results in an engineering material that can be used in direct contact with stainless steel shafts, mitigating the need for metallic tolerance rings to create an interference fit.
With the goal of generating an application-based case study, Lancer worked closely with engineers at the JX Nippon Chemical Texas Inc. (Pasadena, TX) to perform testing on carbon fiber reinforced CMC bearings. Motivation for the study was JX Nippon’s need to reduce downtime associated with regular replacement of OEM monolithic carbon-graphite bearings, which were known to regularly fail due to fracture from vibrations when subject to cavitation and/or dry run conditions. It was hypothesized that the proven thermal and mechanical fracture resistance of a CMC would result in a bearing with increased resiliency to pump upset conditions and their resultant effects.
Experimental Overview and Proceduce
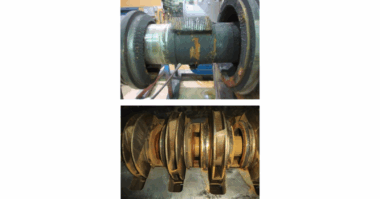
Test equipment was an internal-circulation Teikoku USA Inc. G-362 canned-motor pump (Warminster, PA) with a Stellite 1 coated rotating shaft (Figure 1). The process fluid was an ambient aromatic hydrocarbon with a viscosity of 3.0 cP and a discharge pressure of 100 psig. CMC bearing assemblies utilized in the test were supplied as per the manufacturing drawing, and consisted of a machined CMC core heat-pressed and pinned in a steel carrier (Figure 2). The CMC bearing set, defined as both the front and rear location carrier assemblies, were subjected to the following test in four stages. The first stage of the test was to run the pump with the CMC bearings for six hours to ensure there were no immediate issues. The second stage of the test was to run the pump under normal operating conditions for 30 days. Additional recirculation of the process fluid was performed to ensure that the pump ran for at least 40 hours per week. The pump was disassembled, inspected, measured and then rebuilt after the 30 day test. The total pump run time was 171.75 hours. The third stage of the test was to put the pump under controlled cavitation for eight cycles of five minutes each. The cavitation cycles were controlled and induced by inline valves approximately five feet from both the suction and discharge. Pump cavitation was induced at a moderate level and then increased. The pump was disassembled, inspected, measured and then rebuilt after the cavitation test. In the fourth and final stage of the test, the pump was initially run dry for a short duration. The pump was then started under normal operating conditions, followed by process fluid being blown out of the pump so the bearings were wet but not flooded with process fluid. After the dry run period, the pump was primed and brought back to normal operating conditions simulating thermal shock conditions. Dry run duration was approximately eight minutes, while the time to stabilize was approximately 14 minutes. After the short duration dry run, the pump was run dry for a longer period. The pump was brought to normal operating conditions and the suction line was shut off completely. After the dry run period, the suction valve was opened and the pump was brought back to normal operating conditions to simulate thermal shock. The pump was then disassembled, inspected, measured and rebuilt after the long dry run test. Dry run duration was approximately 21 minutes, while the time to stabilize was approximately five seconds.
Results and Discussion
The results of the four stage test are shown in Table 1. The goal of the first two stages of the test were to ensure that the CMC bearings would perform functionally under normal working conditions. Results show that there was no noticeable wear on the steel carrier OD or the CMC ID after the 30 day test, comparable to the OEM bearing and in line with performance expectations. While it was shown that the CMC performed well under the normal operating conditions of the first two stages, the goal of stage three was to monitor the effects of repeated cavitation on the CMC bearings, a known point of failure for the OEM bearings. Results showed that while the front and rear steel carrier had worn by 0.001”, neither CMC bearing displayed measurable wear or structural instability. These results were in line with the clearance measurement, which showed only a 0.001” growth, and give support to CeraComp’s ability to resist thermal shock and mechanical disruption events. The goal of stage four was to monitor the effects of extended dry-run conditions on the performance of the CMC bearings. Results showed that while the steel carrier and CMC bearings were found to have worn by an additional 0.001” each during testing, the bearings remained structurally sound and continued to successfully operate under the dry-run conditions for the entire duration of the test. Inspection of the bearings after pump disassembly revealed both bearings to be completely intact, with no evidence of fracture or thermal shock damage (Figure 3). It has been shown that the OEM carbon-graphite bearings fail catastrophically during similar testing.
Conclusions
A novel ceramic matrix composite material has been developed for high performance bearing applications, primarily as a solution to problems associated with current monolithic engineered materials. The CMC bearings exhibited excellent wear properties during all four test stages, and in particular, performed well during periods of pump cavitation (as no fracture damage was seen on the bearings). The CMC bearings displayed excellent thermal shock resistance, evidenced by a lack of damage after being subjected to the high temperatures caused by dry-run, and then quickly cooled with ambient process fluid. The CMC bearings and rotating shaft experienced a minimal increased clearance of 0.003’’ over the original clearance of 0.006’’ after the four stage test. Comparatively, the original carbon-graphite bearings have been shown to catastrophically fail due to fracture after being subjected to vibrations induced by cavitation and the thermal shock due to dry-run conditions. Subsequent to the performance of this test case, CeraComp® CMC bearings have been installed and operational in four canned-motor pumps at the JX Nippon Chemical Texas Inc. facility without incident for over two years. This duration represents a 5-8X increase in performance life compared to the OEM carbon-graphite bearings, which historically have been replaced due to failure every 3-5 months when installed in these severe service duty locations.
Dr. Robert (Bobby) Cook obtained his Ph.D. from The University of Southern Mississippi specializing in the processing and characterization of high performance nanocomposites. He currently serves as the senior materials engineer and ceramic matrix composite technical lead at Lancer Systems in Quakertown, PA. His primary focus has been development of application- specific CMCs for aerospace, defense and industrial applications. Dr. Cook can be reached via email at rcookjr@lancer-systems.com or directly at 610-973- 2658.
First Published in Pumps & Systems Magazine, Dec 2014.