
The ability of the Hidrostal pump to convey media gently is also of great use in the process of oil separation due to the problem of emulsification.
One of the standard procedures for oil separation, besides flotation, is coalescence separation. During flotation, gas bubbles are injected into the waste water to be treated, to which suspended particles, as well as oil drops, adhere and rise to the water surface. The resulting scum is removed with a clearing device. In coalescence separators, the oil droplets are deposited on the surface of special fittings in the separator and form larger drops, which then rise and form a film on the liquid surface which can be removed.
 The processes mentioned are widely used in the treatment of industrial effluents, for example oil refining plants, petrochemical plants and paper factories. Separators are also used in the treatment of surface water contaminated with oil and petrol residues as well as chemicals. Typical applications are airports, sea/inland ports, petrol stations and car wash systems.
The processes mentioned are widely used in the treatment of industrial effluents, for example oil refining plants, petrochemical plants and paper factories. Separators are also used in the treatment of surface water contaminated with oil and petrol residues as well as chemicals. Typical applications are airports, sea/inland ports, petrol stations and car wash systems.
Both of these methods, however, only have the desired separation performance if no emulsion formation takes place in the medium before entering the separator. Therefore, separators have mostly been fed by gravity, since conventional centrifugal pumps have not proved to be suitable.
Gentle conveyance for over 50 years
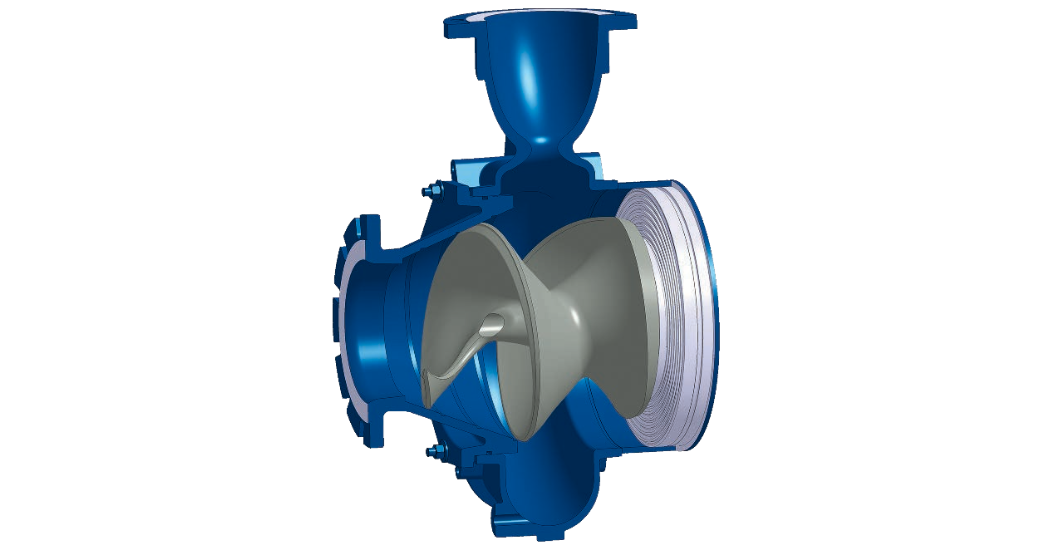
The Hidrostal screw centrifugal impeller was developed to gently transport fish from the ship to the processing plant on the mainland. This delivery method was so successful that since then, the Hidrostal pump has been successfully used worldwide in several thousand applications.
 Laboratory tests prove the superiority of Hidrostal pumps
Laboratory tests prove the superiority of Hidrostal pumps
In extensive laboratory tests by market leaders in separating plants, the impact of Hidrostal pumps on emulsion formation and thus on maintenance of the separation performance was investigated in detail.
In this experimental setup, a Hidrostal screw impeller centrifugal pump was compared with a conventional multi-vane standard chemical pump. The experiments were carried out with identical speeds and hydraulic characteristics with identical speeds at the same operating points. In the experiment, the oil droplet size was measured both at the pump inlet and at the pump outlet with a laser diffraction particle size analyzer.
The test results indicate: Conveying without negative impact.
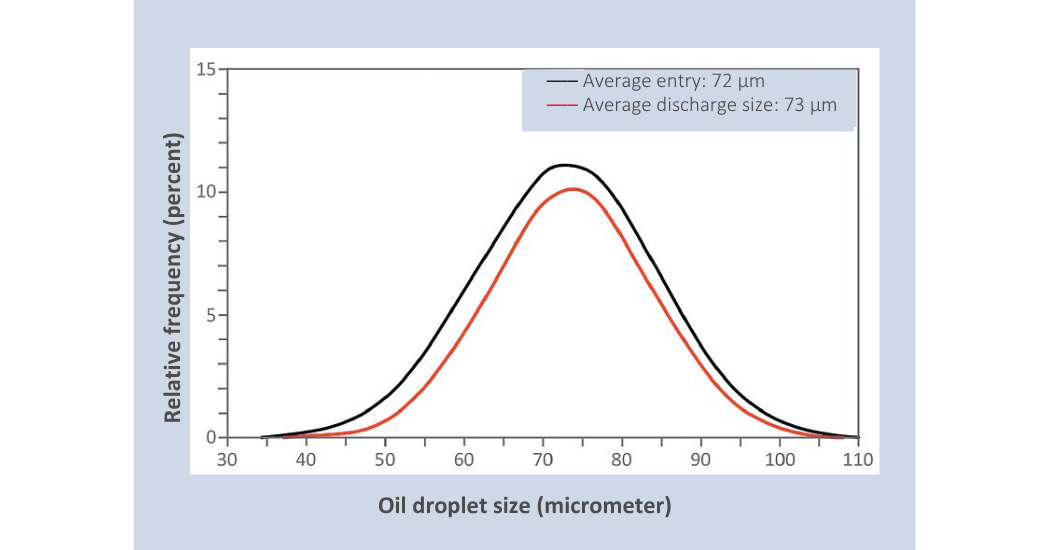 Diagram 1: Hidrostal pump indicates coalescence
Diagram 1: Hidrostal pump indicates coalescence
The results of the measurement show that the oil droplet size at the outlet of the Hidrostal pump increases over the entire particle size spectrum. Particle growth is about 1.4 % of the initial size. This clearly indicates coalescence.
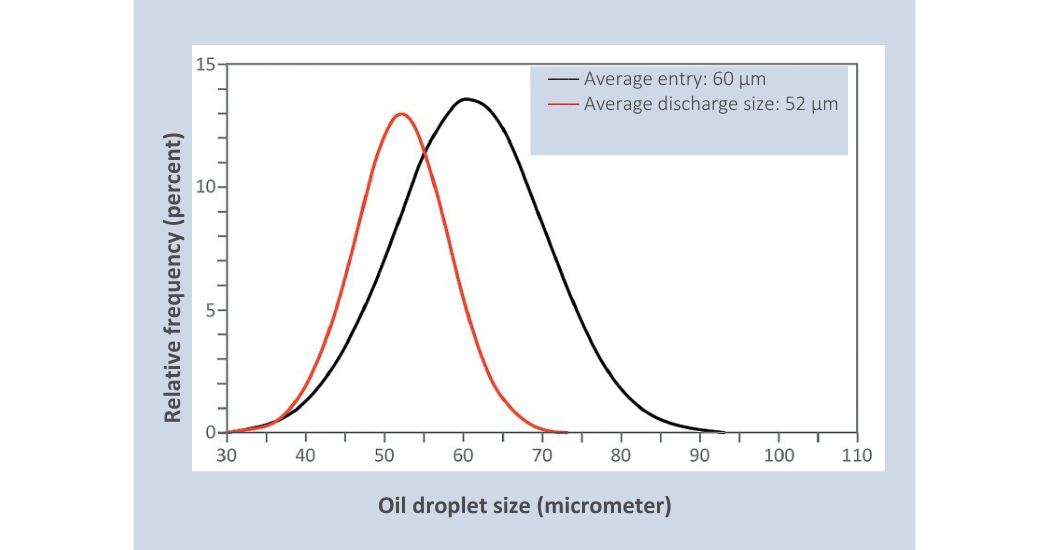 Diagram 2: Conventional standardized chemical pump indicates emulsification
Diagram 2: Conventional standardized chemical pump indicates emulsification
In contrast, the analysis of the particle sizes at the pump outlet in the conventional pump showed a decrease of the particle sizes by almost 15%. Larger particles are particularly affected. This has a negative impact on the separation process and indicates drop shear and emulsification.
Conclusion and Effects
The test results confirmed that conveying by Hidrostal pumps has no negative impact on the formation of emulsions and can be used for the feeding of oil separators when operating close to the best point of the pump characteristic curve. Accordingly, the separation efficiency was not reduced either. In contrast, a standardized chemical pump showed significant shear and emulsion formation on a scale that completely eliminated the separation process. On the basis of these test results it was possible for the first time to feed separators by pumps. Thus, separators could also be installed on drilling rigs whose operation, due to the required dimensions when gravity feeding, would not have been possible.
Furthermore, feeding by pumps allows a more cost-effective total solution by reducing the size of the separator units, and the reduction of the use of additives. Since then, many customers have used Hidrostal pumps with the screw centrifugal impeller successfully for feeding their separators.
 Site References – Prerostal Pumps
Site References – Prerostal Pumps
- Conoco, Humber Refinery, UK Pump H05K-S05R (82 to 226 l/s at 11.5 m hd)
- Deeside Power Station, UK Pump D100-S01 (14 to 28 l/s at 5 m hd)
- London Heathrow Airport Pump T5 I10K-M01 (215 l/s at 18 m hd)
- Exxon Chemicals, UK Pump D03K-H01 (11 to 28 l/s at 28 – 18 m hd)
- B.P. Chemical, Wilton UK Pump B0BQ-R01 (7 l/s at 5.5 m hd)
Compliment ideally with PreroClean technology.
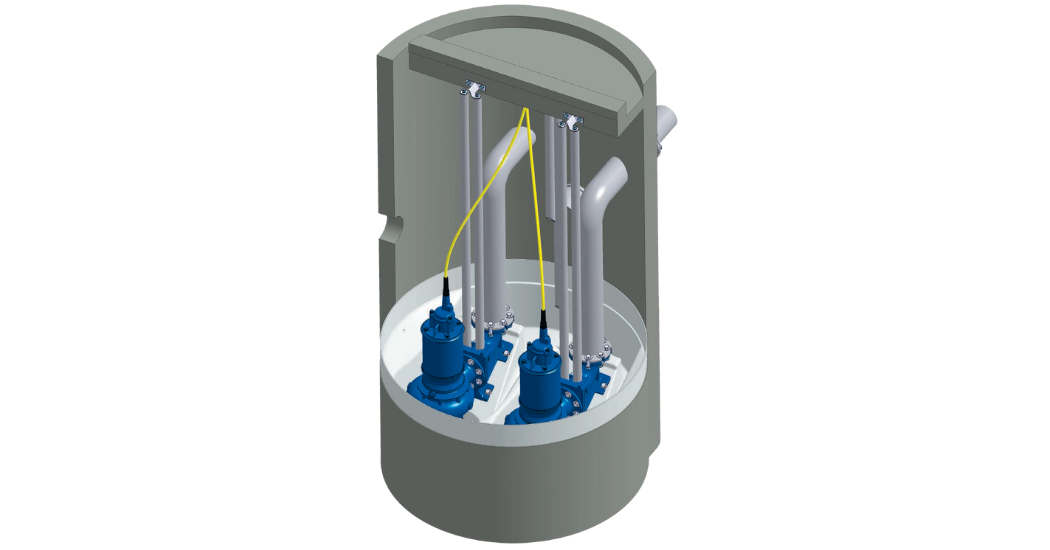
The self-cleaning pump sump PreroClean conducts suspended matter, scum and particles into the pump by means of the rotary movement of the medium before the pump inlet. The cleaning takes place at the end of the pump cycle. Thus, the pump sump remains largely free of deposits and soiling.
In addition to numerous applications in municipal sewage disposal PreroClean also demonstrates its strengths when used with oil-containing water, thanks to its gentle feed to the Hidrostal screw cen-trifugal impeller pump. The natural coalescing process, which begins during the waste water collection phase, is hardly disturbed by this collecting space structure.
Section:
Double basin pump sump
Hidrostal product for oil-containing water
The patented PreroClean technology allows for efficient skimming of oil-containing water including the top layer to prevent tank residues and odor.


