Amarinth, a leading company specializing in the design, application and manufacture of centrifugal pumps and associated equipment to the Oil & Gas, petrochemical, chemical, industrial and renewable energy markets, has won an order for six variable speed pumps from Pura Foods to pump vegetable oil in increasing volumes for its new process facility.
When Pura Foods, a leading manufacturer and supplier of edible oils and fats and long-time Amarinth customer, was looking to add new production capacity to its vegetable oil processing at its Erith plant in Kent, UK, it turned to Amarinth to help deliver a solution that would enable the company to expand cost-effectively as volumes increased.
The expansion project required increasing volumes of vegetable oil to be offloaded from road tankers into the storage facility. At the outset volumes would be low but were forecast to grow in a controlled way and so the pumping solution had to scale with the volumes, working cost effectively from day one and requiring no further installation as volumes increased. Furthermore, the facility had to be on-line in a matter of eight weeks, half that usually required to design and manufacture bespoke pumping solutions such as this.

As an existing customer of Amarinth, it also made good business sense that any solution would have spares interchangeability with the existing pumps on-site and so Amarinth based the solution on its proven C-series ISO 5199 single stage centrifugal end suction process pump. Working with its well-established supply chain of foundry and component suppliers to manufacture and supply on very short notice, Amarinth was able to ensure that the tight eight week time-scales set by Pura Foods could be met for the commissioning of the six pumps.
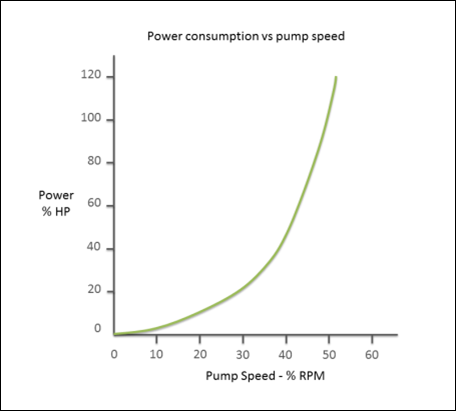
Amarinth then turned its attention to the Pura Foods requirement that the pumps had to work with low volumes at the outset, run efficiently and be able to increase to full capacity as and when needed. The solution was to use Amarinth’s variable speed drive technology which adjusts the speed of the pump motor between 10Hz and 50 Hz to match the required flow rate at any one time. Using variable speed technology in this way has the added benefit that as the motor is slowed then power consumption is reduced, effectively increasing efficiency. This is even more marked at the lower flow rates that Pura Foods required initially as power consumption is proportional to the speed cubed. This means that running a pump at for example 30Hz (instead of the usual 50Hz) results in a massive 78.5% drop in power consumption. Using the Amarinth variable speed drive, the pumps at Pura Foods were able to run extremely efficiently from the outset whereas traditional solutions would have cost them dearly in inefficient energy usage until such time as full capacity was reached.
Oliver Brigginshaw, Managing Director of Amarinth, commented: “We are delighted that Pura Foods once again turned to Amarinth for this bespoke solution underlining our strength in the industrial pump marketplace. The timescales were very tight but with our strong supply chain we were able to meet the commissioning dates whilst delivering an energy efficient and effective solution that will meet Pura Foods immediate and long-term needs without any future changes or costs.”


