In the Video above, DFT Valves provides an engaging, informative overview of steam condensate and its critical role in industry today. The webinar includes a short history of steam condensate, some of the most common problems that arise when utilizing it, solutions to those problems, and a survey of its many modern applications.
Author: Jeff Kane, DFT Valves
The History of Steam Condensate
The history section of our webinar discusses the origins of steam research, beginning with Thomas Savery, who invented the first steam engine in England at the end of the 17th century. He developed and patented it for use in pumping wells in 1698. Thomas Newcomen would later refine that invention in 1712, adding water tanks and pump rods so that deeper water mines could be accessed with steam power. In 1778, James Watt further built on these discoveries, employing a gearing system that allowed a steam engine to drive a flywheel in order to produce rotational power, spurring the development of the steam locomotive. These inventions, all originating in England, would become the catalyst for the Industrial Revolution and shape the world as we know it today, with steam power playing an instrumental role in a wide range of industries — including mining, chemical processing, petroleum production, textiles, pulp and paper production, and, most importantly, power generation.
The Basics of Steam Condensate
The webinar then describes the basics of steam condensate, answering the question: Why steam? The main advantages of steam stem from its high efficiency and ease of transportation and control, which make it an ideal medium for heat transfer. Steam power is easy to create due to the abundance of water and wide range of heating options available; simply by managing the temperature and pressure of steam, it can be used for much of the work that powers the industrial world. The three biggest users of stream power today are the power generation, pulp and paper manufacturing, and chemical processing industries; in these sectors, steam is used for all manner of jobs, including automation, dilution, fractionation, quenching, mechanical drive, and stripping.
Common Issues With Steam Condensate
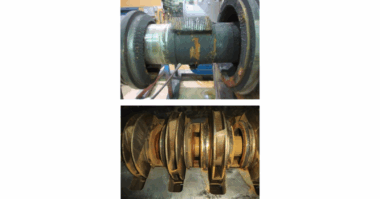
There are some challenges involved in using steam condensate, however. For instance, it’s important to maintain high-quality steam in order to prevent a variety of pipe and valve issues, as low-quality steam can reduce heat-transfer efficiency by as much as 65%. Also, if CO2 combines with steam condensate, the formation of carbonic acid and CO2 gas may occur, which can cause rapid corrosion. Luckily, this can be managed through the use of steam traps, which keep water separated from the steam. Engineers and plant managers must also consider the line sizing of pipes in order to prevent condensate collection, as well as the location and configuration of equipment, the insulation methods used, and the types and quality of different valves used for different applications.
DOWNLOAD THIS eBOOK: The Challenge with Steam Condensate
Steam Condensate Q&A
Below, we’ll delve into some of the most common questions we receive regarding steam condensate.
- Q: Do you propose using traps for all piping loops with low points in offsite piping?
- A: Yes. The condensate must be removed from the lines in order to prevent water hammer or corrosion of the piping itself.
- Q: Can you share some guidelines for specifying cracking pressure? Is there a tool one can use?
- A: It’s best to work with directly a manufacturer to pinpoint the best low cracking pressure options for your specific application. In-line (silent) check valves typically have a cracking pressure of approximately 0.5 psi. Depending on the condensate return piping layout, a standard cracking pressure (CP) valve may allow excess condensate to accumulate. In these scenarios, a lower CP is ideal; options will vary from manufacturer to manufacturer. At DFT, we offer solutions that allow for a CP as low as 0.1 psi.
- Q: Are there any formulas or tables available for steam pipe sizing?
- A: We recommend the reference handbook, “Crane Technical Paper No. 410.”
- Q: Are low cracking pressure check valves only necessary in certain types of steam systems?
- A: Low cracking pressure valves should be used for condensate return lines, not main steam lines. Also, low CP valves will help reduce the accumulated condensate in return lines.